Twi training system. Training Within Industry (TWI): The Roots of Lean Manufacturing
The target audience: owners, senior managers, heads of the production system development service, HR directors, heads of the training and personnel development department.
TWI (training within industry)) is a training system for line managers in three areas:
on-the-job training
improvement of methods of performing operations
solving problems that arise in the process of working relationships.
For each of the directions it is proposed step-by-step algorithm actions that guarantee a successful outcome.
TWI helps solve 80% of problems, related not only to personnel, but also to product quality, safety precautions, lead times and high costs. The world's leading manufacturers, including Toyota Motor, BMW, Boeing, etc., have been successfully using this “magic pill” for 70 years.
The seminar will be useful to you if
- You want to improve the efficiency of line management.
You lack qualified personnel.
You want to create an effective training system at the enterprise (increase the efficiency of the existing one).
You are faced with the task of reducing the percentage of defects and/or reducing costs.
You want to improve your productivity.
You want to understand what TWI is and how this technology can be useful for your company.
Based on the results of the seminar you
- Receive step-by-step training instructions that will allow you to quickly prepare an employee to independently complete production tasks with high quality and at the right pace.
- Get step-by-step technology that allows you to produce large volumes of quality products in less time through optimal use of available resources - people, equipment and materials.
learn about a simple and effective tool that develops the ability to prevent and quick solution emerging problematic situations in relationships with subordinates.
PROGRAM
DAY 1Introduction to the concept
What is TWI? History of origin and development.
Why do we need TWI? What results can the company expect after implementation?
TWI as a tool for increasing the effectiveness of line managers. 5 leadership competencies.
3 main TWI modules.
Technology "learning by doing". Four step method. Format and methodology of training in TWI modules.
Module I: effective training at work
Knowledge transfer skill as a valuable resource.
Demonstration of incorrect and correct training in performing an operation.
4 basic steps to conduct on-the-job training for an employee.
Common mistakes when conducting training.
Preparation for training. Breaking down the workflow into stages and elements.
Practical work in groups: description of the operation and training in the Four Step Method.
The importance of systematic training. Competency matrix. Scheduling.
The main problems in conducting workplace training and the use of the four-step method to solve them.
DAY 2
Module II: Working Methods - Improving OperationsDemonstration of an ineffective and improved way of performing an operation.
Step-by-step technology for identifying and eliminating waste and improving operations.
Practical work in groups: improving the execution of an operation using the Four Step Method.
Description of the improvement proposal.
“Selling” an employee an improved method of performing an operation.
Module III: Effective Working Relationships
Manager's responsibility diagram.
Fundamentals of constructive relationships.
An example of a problematic situation with an employee and the use of the Four Step Method to solve it.
Gathering facts to analyze a problem situation.
Rules of dialogue: listen and hear the employee.
Preventive actions to prevent a problematic situation.
Analysis of problem situations of several participants using the Four Step Method
Questions and answers session.
Summarizing.
Training Within Industry (On-the-job training, Industrial training) is a program for training lower-level managers in basic management skills. The program operated from 1940 to 1945 in the United States. Since 1949, Japanese industry began to actively use the program.
The article was prepared for the website of the Deming Association by order of Yu. T. Rubanik (head of the Central Scientific Technical University, prof., doctor of technical sciences). The preface was written by Yu. T. Rubanik.
Preface
Preface
This article was written specifically for the Deming Association website. The reason for the interest in the TWI topic is obvious. The requirement to establish an industrial training program is one of the fourteen points of the famous Agenda for American Management proposed by Dr. Deming. This program can with good reason be called a manifesto of the quality revolution that America and the West as a whole experienced at the end of the 20th century. Many American and British authors have noted the special nature of the impact of the text of this program on practitioner managers. First of all, it struck the English-speaking reader with its “strange” choice of words. To draw attention to the meaning of the wording, Deming used rarely used words in the text of this program, words from other areas far from the sphere of management science. It worked, it made people think and delve into the meaning of what was written. And then a new effect arose - the effect of disagreement, rejection, protest. Too many of the program's points contradicted the beliefs of the overwhelming majority of managers and the realities of management practice. Difficult intellectual work was required in order to understand the meaning and significance of the new approach proposed by Deming to building effective organizational and business systems.
Point 6, concerning the mandatory introduction of an on-the-job training system in organizations, obviously stood alone in the 14 Points program for American management. After all, he was extremely clear! For American practitioners, this system was nothing more than “a well-forgotten old one.” Developed in America during the war years, in years of peace it gradually got lost against the background of new, more fashionable management finds. Making on-the-job training a separate program item simply restored its role as a necessary and key organizational component without which an organization could not remain competitive in the “new economic era.”
Our perception sometimes plays strange tricks on us. A conscientious “translation” of the 6th paragraph from the “program for American management” into Russian, however, disoriented the domestic reader! Russian readers perceived this point in exactly the same way as American ones. Those. perceived it as obvious, understandable, and consistent with their understanding of organizational practice. “How could it be otherwise! Any enterprise must train its employees.” The problem, however, was that the content of this “obviousness”, the context for American and Russian teaching practice, was significantly different.
The terminology used to describe the content of Point 6 of the program directly connected American readers with the TWI methodology - a well-structured practice of training lower-level managers in basic management skills, among which the ability to properly train their subordinates is key. American practitioners were well aware of the features and importance of this methodology. The abbreviation TWI itself (Training Within Industry) was used to designate a mass training program in the process of transferring US industry to the production of military products. This program operated from 1940 to 1945. After the war, with virtually no changes, Japanese industry began to actively use this same methodology.
Russian managers perceived this point in a completely different context. For them, this point was associated with the various forms of worker training that existed in the USSR. And this significantly disoriented them regarding the meaning of what Deming proposed in her program. Readers simply did not understand and “passed by” this point. It was impossible to properly evaluate it in the absence of information about the goals and content of the TWI program.
Unfortunately, many years had to pass before the original materials on the TWI program, developed in the distant war years, became available to Russian-speaking readers. And, more importantly, experience has emerged in applying this methodology in modern Russian conditions. Thus, it became possible to give an understanding of this practice from a historical perspective and taking into account the realities of modern Russian reality. It is this problem that the article offered to readers solves. We asked E. Ksenchuk to prepare this material, since he is part of a very limited circle of domestic specialists who have practical experience training of enterprise personnel based on the TWI methodology. The article describes the history of the appearance of this program, its content, teaching methods, connections with Lean, TPS, as well as the characteristic learning outcomes of this program. In order to avoid new linguistic barriers, we immediately note that the English term “supervisor” used in the article means any lower-level manager who organizes the work of ordinary employees (foreman, foreman, mentor, head of a section, shift, workshop, department).
Since E. Ksenchuk’s material has a pronounced practical orientation, focusing on the content of the TWI methodology itself, the site publisher considered it necessary to supplement this material with an afterword. In the afterword, we tried to analyze the situation with the development of the TWI system in a broader “managerial” context; draw some lessons from the accumulated successful and not very successful domestic experience in the “implementation” of advanced organizational and management technologies. In particular, explain why the desire to follow managerial fashion can lead to the emergence of “blank spots” in the system of professional knowledge. And how, if possible, to avoid the pitfalls of blindly copying other people’s experience, relying on living practice and fundamental management knowledge.
We hope that the proposed materials will help domestic practicing managers realize the enormous potential of the best practices existing in the world for increasing the efficiency and quality of work and will help them develop a rational approach to its development.
Rubanik Yu.T., Doctor of Technical Sciences, publisher of the Deming Association website, Head of the Center for New Management Technologies
The stone that the builders rejected became the head of the corner
(Psalm 117:22)
TWI may be the most successful program ever developed curricula both in terms of reaching people and influencing them. It plays a central role in the conceptual development of lean manufacturing, instilling the most important principles in the minds of millions
(Alan Robinson)
1. Context
How do people become leaders? Very often - through promotion from below. A good turner is appointed as a foreman of turners. Common practice, isn't it? At the same time, obviously, the nature of the activities of the newly appointed foreman changes fundamentally. Instead of working on a machine, he begins to work with people. Instead of a machine, cutters and blanks, now in front of him are living workers, individuals: with different characters, habits, different ages, different qualifications. And completely different tasks: instead of manufacturing parts, organizing the work of the team.
The problem is that this fundamental transition of an employee to another quality is often not recognized by the management of the enterprise. Paradox: in order to fly an airplane, a cadet is trained for several years. In order to manage a brigade, an ordinary employee is not trained for an hour. They issued an order and you are the leader. But a person is much more complex than an airplane! And controlling it, and especially a group of people, is more difficult than controlling an airplane!
Insufficient managerial training of lower-level managers and their weak basic skills in working with people is one of the serious problems of today Russian enterprises, companies, firms - both in the sphere of material production and in the service sector. The lack of management skills of foremen, foremen, heads of departments, sections, shifts leads to a whole bunch of consequences: low productivity of ordinary personnel, low quality of products and services, staff turnover, accident rates, defects.
Ordinary employees are the main asset of any enterprise. They create products and provide services - that is, they create the value for which the company is paid. And in their workplaces, as a rule, there are many problems that must be solved by the people organizing their work. Here's a list called "16 Reasons Why Employees Don't Do What They're Supposed to Do" given in the work:
- They don't know why they should do this.
- They don't know how to do it.
- They don't know what is expected of them.
- They think your method won't work.
- They believe that their option is better.
- They believe there is something more important.
- There is nothing positive about this.
- They think they are doing it.
- They are rewarded for not doing so.
- They are punished for doing this.
- They foresee the negative consequences of doing it.
- There are no negative consequences for them if they fail to complete a task.
- Obstacles are beyond their control.
- They do not have the necessary knowledge and skills.
- They have personal problems.
- Nobody can accomplish this.
Ordinary personnel are clearly deprived of attention from their immediate superiors. And not because they are “bad”. They simply were not taught how to manage other people, how to organize their work, how to train, how to improve work processes, how to prevent and resolve conflicts, how to develop people, etc.
Fine. Let’s say the director realized that every young leader needs a “young fighter course.” Then questions immediately arise. What to teach? What knowledge, what management skills? How long should the course be? How to teach? By what method? In-house or in off-site courses?
Fortunately, these questions have already been asked once. They were answered. A corresponding training program was created. Vast practical training experience has been accumulated, and very detailed teaching materials have been developed. The program was so successful that it is still used today. It's about About the program Training Within Industry, TWI (Training on the job, Industrial training).
2. History
 When World War II began in Europe, it became clear to the United States that their role in the fight against German fascism was not only direct participation in hostilities, but also a rapid and large-scale increase in the production of weapons, ammunition, equipment, and military equipment - both for their own army , and for supplies to the allies. Here is a typical quote from a government official in those years: “Because we love freedom, we cannot help but throw the last ounce of our productive capacity against the greatest enemy of freedom. We must build two planes against Hitler’s one plane, two tanks against his one, two ships against his one, two guns against his one.”
When World War II began in Europe, it became clear to the United States that their role in the fight against German fascism was not only direct participation in hostilities, but also a rapid and large-scale increase in the production of weapons, ammunition, equipment, and military equipment - both for their own army , and for supplies to the allies. Here is a typical quote from a government official in those years: “Because we love freedom, we cannot help but throw the last ounce of our productive capacity against the greatest enemy of freedom. We must build two planes against Hitler’s one plane, two tanks against his one, two ships against his one, two guns against his one.”
The beginning of the conscription of reservists into the army and a large-scale increase in orders for military products created a serious problem for the US defense industry: a labor shortage. There was an urgent need to quickly commission a large number of new, inexperienced workers. The response to this challenge was the creation in June 1940 civil service Industrial Training (TWI Services), whose mission was stated as: “To help industry meet manpower requirements through in-plant training to best utilize the skills of each worker, thereby helping to meet military requirements.”
In a fairly short period of time, the TWI Service managed to find a solution to this problem. The main idea was as follows. To quickly commission new employees, it is necessary to train their immediate supervisors - foremen, foremen, mentors - in basic management skills. Moreover, lower-level managers need to be trained directly in production – where they work. A number of organizational and methodological principles were also formulated, which are described in detail below in the “Fundamentals” section. Detailed teaching materials have been developed for instructors conducting training. And then the actual large-scale “exit” of TWI Program instructors began.
The learning results from this program are impressive. They are well documented, for example in these sources: . During World War II, the TWI Program was trained at more than 16 thousand US defense industry enterprises, and more than one and a half million instructors and lower-level managers were trained. Here is data on the growth of production volumes and enterprise productivity using the example of the legendary “flying fortresses” - four-engine B-17 bombers. If in 1941 75 aircraft were created per month, then in March 1944 364 aircraft were built and transferred to the army. And the cost of one aircraft fell during this period from 242 to 140 thousand dollars. The scale of development of the US defense industry over this period can be assessed through the volume of supplies Soviet Union for Lend-Lease equipment, fuels and lubricants, equipment, weapons, ammunition, food.
TWI regularly surveyed businesses about the impact of TWI training on their operations. The survey results showed significant improvements in the performance of enterprises in the following areas:
- Increase in production volumes
- Reducing the time for onboarding new employees
- Increased productivity
- Reducing waste
- Reducing injuries
- Reducing the number of labor conflicts
Around mid-1944, interest in the TWI Program on the part of American businesses began to wane. There were quite objective reasons for this. Firstly, certain learning outcomes under this program have already been achieved. Secondly, the volume of orders for their products began to decrease. Thirdly, in mid-1945 demobilization and the return of experienced workers to enterprises began. The TWI Service's mission was accomplished and it officially ceased to exist in September 1945. But the TWI story was just beginning.
3. Basics
3.1. Whom to teach?
 The leaders of the TWI Service answered this question at the very beginning of the formation of the Service. Lower-level managers (foremen, foremen, mentors, heads of shifts, sections, departments) are the most important category of managers in the enterprise. In TWI documents they are called supervisors. They are the ones who are between senior management and ordinary workers, like between a rock and a hard place. They organize the work of ordinary employees, train them, and solve their problems. Only well-trained supervisors can manage the work of ordinary employees well. It is no coincidence that they are called “Business Sergeants”. The final report of the TWI Service contains one of the main slogans of the project: “Skilled Supervision - The Key To War Production!” (“Skillful leadership is the key to defense production!”).
The leaders of the TWI Service answered this question at the very beginning of the formation of the Service. Lower-level managers (foremen, foremen, mentors, heads of shifts, sections, departments) are the most important category of managers in the enterprise. In TWI documents they are called supervisors. They are the ones who are between senior management and ordinary workers, like between a rock and a hard place. They organize the work of ordinary employees, train them, and solve their problems. Only well-trained supervisors can manage the work of ordinary employees well. It is no coincidence that they are called “Business Sergeants”. The final report of the TWI Service contains one of the main slogans of the project: “Skilled Supervision - The Key To War Production!” (“Skillful leadership is the key to defense production!”).
3.2. What to teach?
3.2.1. Three main factors of production efficiency
What should be the basis of training programs? It is clear that trained supervisors, working in a new way, should help improve production efficiency. Then a logical question arises: what factors at the lower production level, at the level of ordinary personnel, determine production efficiency? By identifying these factors, we will understand where we need to focus training for lower-level managers. The answer to this question was given during the First World War by Charles R. Allen, who wrote a book in 1919 with the characteristic title: “Instructor, Man and Work: A Guide for Instructors in Industry and Vocational Education.” Using Allen's work, TWI ideologists identified the following three main factors:
- Supervisor (lower level manager)
- Work (production process)
- Worker
Supervisor is the head of production. There are no other bosses below him in the management hierarchy. There are only ordinary performers who directly create value in their jobs. The supervisor is responsible for the results of work by organizing the activities of his team. Managing people is a complex and responsible job, and he must have knowledge and skills at least equivalent to the Model of Five Requirements for a Supervisor (see paragraph 3.2.2).
Workflows – critical zone supervisor's attention. Processing raw materials, materials, semi-finished products on machines and equipment and transferring them further along the technological chain is what the employee does during the shift. And the main thing about the focus on processes is the thesis that any production process can be improved! It is no coincidence that TWI is considered the predecessor of Kaizen (see Section 5. Connections). The entire training block “Working Methods” is essentially an algorithm of actions to improve the work process.
An employee is a person. With your own unique values, needs, desires, capabilities. This is not an appendage to the machine, not a passive executor of the will of the boss. Only on the basis of respectful attitude towards employees, equal relations, partnerships with them, attention to their problems, their suggestions can it be possible to increase production volumes and improve product quality.
The educational content of the TWI Program was focused on these three factors.
3.2.2. Five requirements for a supervisor
 The key question that the TWI Service specialists needed to answer was: what knowledge and skills should a supervisor have? What knowledge needs to be transferred to him, what skills to develop? The identification of three main factors of production efficiency made it possible to formulate an answer, which was called the “Model of Five Requirements for a Supervisor”:
The key question that the TWI Service specialists needed to answer was: what knowledge and skills should a supervisor have? What knowledge needs to be transferred to him, what skills to develop? The identification of three main factors of production efficiency made it possible to formulate an answer, which was called the “Model of Five Requirements for a Supervisor”:
- Know the job. The supervisor must have a thorough knowledge of the work performed by his employees. Know technology, processes, equipment. Improve your knowledge.
- Know your duties and responsibilities. The supervisor must have a good understanding of the goals, objectives, plans of the enterprise, navigate the organizational structure, understand the place of his unit in production processes, and know the norms and rules adopted in the organization. He must clearly understand what he is responsible for and what powers he has.
- Be able to train employees. Be able to plan training for employees in new skills and new processes.
- Be able to improve work processes. Be able to find, together with employees, opportunities for improvement and simplification of the work performed.
- Have leadership skills. Be able to prevent and resolve conflict situations, be able to create productive industrial relations, be able to solve personal and production problems of employees.
 It can be seen that in this list the first two requirements relate to knowledge that is largely related to a specific enterprise. Therefore, in accordance with the TWI methodology, mastering this knowledge is the responsibility of enterprise management. And teaching the three skills is the responsibility of TWI instructors.
It can be seen that in this list the first two requirements relate to knowledge that is largely related to a specific enterprise. Therefore, in accordance with the TWI methodology, mastering this knowledge is the responsibility of enterprise management. And teaching the three skills is the responsibility of TWI instructors.
The relationship between the main factors of production efficiency and the training blocks of the TWI Program is shown in Table. 1.
Table 1
| Main Factors of Production Efficiency | Training blocks of the Program TWI | ||
| Job training | Working methods | Work relationship | |
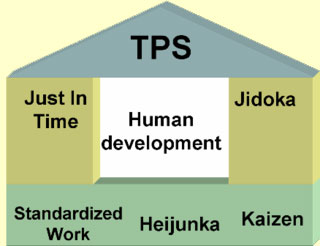
| Supervisor | Supervisor training in all three training units is important. Three basic management skills: the ability to teach work, the ability to improve processes, and the ability to build productive working relationships are closely interrelated. Only mastery of all three creates synergy and allows the leader to rise to the top. new level. When talking about three learning blocks, TWI specialists use the metaphor of a three-legged stool: three legs - three learning blocks; remove one leg and the entire TWI structure falls apart. A good visual representation of the relationship between the requirements for a supervisor and the training units of the TWI Program is given in Appendix 9.5 | ||
| Job | To perform a job well, an employee must be well trained | Any work can be improved using the algorithm presented in this training block | Work is done well when the employee is psychologically comfortable working |
| Worker | All three training blocks are addressed to the employee. Based on the “Job Training” block, the employee is effectively trained to work. Through the “Work Methods” block, the employee is involved in activities to improve production processes. Possession of the skills developed by the “Working Relationships” block allows the manager to prevent and solve personal and work-related problems of the employee | ||
3.2.3. Training content
What, exactly, is the educational content of each educational block? What exactly are supervisors taught in the TWI Program? The subject of study, or, more precisely, the subject of mastery, are three methods, three algorithms of action. The algorithms are of the same type in structure and consist of four stages (clause 3.2.4).
In the “Job Training” block, supervisors are taught how to properly plan, organize and conduct training for ordinary employees. The methodology for training employees in a condensed form is given in Appendix 9.1.
The “Working Methods” block presents a sequence of steps to improve the existing work process. The process improvement algorithm is summarized in Appendix 9.2.
In the “Working Relations” block, rules and recommendations for preventing production problems are studied and an algorithm for solving problems that arise is mastered (Appendix 9.3).
The pocket cards shown in Appendices 9.1-9.3 are actively used by students during training and remain with them for use later in their work.
3.2.4. Four-step method of action
Each training block of the TWI Program is based on a specific algorithm of actions. This algorithm must be reliably mastered by the supervisor in all its details in order to act on its basis in certain production situations. The authors of TWI managed to achieve internal methodological unity of all three algorithms of actions that supervisors must master. These algorithms are identical in structure and each of them consists of four stages. The four-step process, repeated across all three training units, makes TWI much easier for supervisors to master. The originator of this method is Charles R. Allen. A summary table of the four-step method is given in Table 2. These algorithms are the basis for the content of the supervisor’s personal pocket cards (Appendices 9.1-9.3).
table 2
| Stages | Job training | Working methods | Work relationship |
| 1 | Prepare the employee | Divide the work into its component elements | Gather the facts |
| 2 | Show what and how to do | Explore Every Element | Weigh everything and make a decision |
| 3 | Test what you have learned in practice | Develop a new method | Take action and take action |
| 4 | Monitor execution | Apply a new method | Track your results |
3.3. Where to study?
3.3.1. Training - inside production
A serious drawback of many training programs is their “isolation” from practice. What do they say to a university graduate arriving at the plant? Right. “Forget everything you were taught. Everything is different here." Recently, more and more criticism has been heard against MBA programs, including for their excessively theoretical nature and the weak connection of the material being studied with the real problems of enterprises.
At the time of its creation, the TWI Service was faced with the need to urgently solve several problems: quickly commission new employees, ensure an increase in the volume of products without reducing its quality. Perhaps the factor of urgency was decisive when choosing a fundamental decision: to train foremen, foremen, and mentors directly at their enterprises. This decision also logically followed from the accepted rule “Learning through activity.” Training supervisors at their enterprises allowed them to:
- To ensure the extremely practical nature of the training, when supervisors studied directly at their workplaces, surrounded by real and native production, in interaction with their employees and with colleagues from related departments
- Ensure high motivation for learning, including through the support of senior management
- Provide expert support for training: during the course of training, supervisors could address questions and problems to their superiors and experienced specialists from other departments
- Develop horizontal connections between departments: during the training, the participants got to know each other and became closer to each other, and after training, these new contacts helped them solve their problems and exchange experiences.
True TWI training is only possible:
- at the initiative of the company management
- by production forces
- inside production
(from TWI Service guidance documents)
Focusing on learning in your own company, in your shop, in your work environment, among your colleagues has proven to be very productive. The awareness and importance of this approach is evident from the name of the entire project: “Training within production.”
3.3.2 Top management responsibilities
In the TWI Program, serious attention was paid to working with senior management of the enterprise. The TWI Service was well aware that without the initiative of the first managers, without their understanding of the need and importance of in-house training for lower-level managers, there would be no result. In the final report of the TWI Service for the entire period of its work, there is a chapter called: working with management. TWI representatives had to solve two problems. The first is, without imposing training on the TWI program, to arouse interest in this program among the director of the enterprise and receive an invitation from him to conduct such training. And the second task is to obtain his consent that he accepts responsibility in the following matters:
- Establish (lay down) a policy of the importance and necessity of training
- Provide support for the project on your part, in particular, in working with your deputies, middle and lower level managers
- Monitor the progress of the training program
- Achieve results – trained supervisors
Only with the support of the training project by senior and middle managers could TWI trainers expect to create necessary conditions to train supervisors, and supervisors will be motivated to train. A poster with the distribution of responsibilities between the TWI coaching team and the host company management is shown in Appendix 9.6.
3.3.3. Training is an investment
This principle is addressed primarily to the management of the enterprise. Training is not a service that is provided to the supervisor for his development, not his choice, for which he must pay and study in his free time. This is an investment of the enterprise in its development, which means:
- The project of training lower-level managers is costly for the enterprise - both in monetary terms and in terms of the distraction from work of both trainees and other specialists, and the diversion of other resources. “Training must be carried out during working hours at the expense of the company”
- The investment must provide a “return”, an effect in the form of increased production and product quality. The responsibility of management is to monitor the results of training, its ultimate goal.
3.4. How to teach?
3.4.1. Learning – through activity
In pedagogy, the “learning pyramid” is widely known - a visual image of the dependence of the amount of material learned on the teaching method used (Fig. 1). TWI Service specialists have adopted the principle of “learning by doing” as a basic training principle from the very beginning.
This is perhaps the most important principle of TWI technology. It is no coincidence that the book on the history of TWI is called by the authors: “Learning through action. History of Industrial Training". In accordance with this principle, training in each educational block is based on one principle: first, the educational material is told, discussed, reinforced in the classroom (including through completing assignments: individually or in small groups, through group discussions), then the students go to production and perform tasks at their workplaces, in the next lesson they talk about their experiences and receive feedback from the trainer and colleagues. The cycle then repeats with new portion educational material.
In the lesson plans of the “Work Training” block, time is allocated to analyze and show with examples the principle: “Only telling or only showing are bad teaching methods.”

Rice. 1. Learning Pyramid
The practical orientation of training, involving trainees in activities, stimulating their interaction with their employees during training and discussing the results of such interaction are the strengths of TWI technology. Please note how close this approach is to today’s adult learning technologies: active learning methods, training, business games, and the case method.
3.4.2. Breaking down the work into stages
Structuring the work is a successful methodological find by TWI specialists. Breaking down work into stages is an important part of the educational content of the “Work Training” block. As a rule, in every job there are not a large number of really important, critical moments. These are the ones you need to focus on when learning. Identification of stages allows students to focus their attention on the most important elements of the work being performed, to show How specifically the element is being made, and explain, Why This is how it is done (Fig. 2).

Rice. 2. Breaking the work into stages
The tabular form of structuring the work is shown in Table. 3. Practicing describing your work processes is an important part of your supervisor training program. An example of a job description during training is given in Appendix 9.4.
Dividing work into stages is the first step of the algorithm for improving the workflow of the “Work Methods” block. In this case, structuring the work allows you to ask a number of guiding questions at each stage that help you better understand the work process and lead to ideas for improvement (see Appendix 9.2).
Table 3
3.4.3. The principle of plurality
In war, the time factor is often of decisive importance. The TWI service needed to train a huge number of lower-level managers at enterprises in a short time. This could be done in one way: quickly develop a training methodology, train the first groups of trainers in this technique, then each of them will train the next group of trainers, and then they go out to enterprises. If the enterprise is large or medium-sized, TWI trainers train internal trainers there, who already directly train their foremen, foremen, heads of departments, shifts, and sections. If the company is small, external TWI trainers themselves conduct training for groups of supervisors.
This approach is called the “Principle of Multiplicity”. It is clear that for its implementation, detailed standard methodological materials were needed.
3.4.4. Standard teaching materials
 And such teaching aids for TWI trainers were created for each training block. These are detailed lesson plans. It describes minute by minute what the trainer should say and do during the lesson, and what the training participants should do. The manuals were printed in large font for ease of reading by the trainer during the lesson. Different fonts, symbols, and frames were used to highlight one or another type of material or instructions for the trainer. In the footer of each page there was a phrase: “Work according to this plan - do not rely on your memory!” At the beginning of each methodological manual there was an appeal to the trainers from the head of the TWI Service. Here is one paragraph from that appeal: “In order to ensure the same high standard, you must ALWAYS work to this plan. Never leave him. Don't rely on your memory, no matter how many times you've worked the plan. It is not hard. If you always follow instructions, you will never fail."
And such teaching aids for TWI trainers were created for each training block. These are detailed lesson plans. It describes minute by minute what the trainer should say and do during the lesson, and what the training participants should do. The manuals were printed in large font for ease of reading by the trainer during the lesson. Different fonts, symbols, and frames were used to highlight one or another type of material or instructions for the trainer. In the footer of each page there was a phrase: “Work according to this plan - do not rely on your memory!” At the beginning of each methodological manual there was an appeal to the trainers from the head of the TWI Service. Here is one paragraph from that appeal: “In order to ensure the same high standard, you must ALWAYS work to this plan. Never leave him. Don't rely on your memory, no matter how many times you've worked the plan. It is not hard. If you always follow instructions, you will never fail."
TWI Service representatives demanded strict adherence to lesson plans. Trainers were required to strictly follow the manuals or they would lose their teaching privileges. The use of standard teaching materials ensured required quality training even by trainers who have no experience in training adults.
3.4.5. Duration of classes
During the first period of “pilot” training projects, TWI specialists selected the following time-related course parameters that became the standard for all years of active training in this program:
- Duration of training for one training block - 10 hours
- The training consists of five two-hour sessions
- A two-hour lesson is held without interruption.
- No more than one lesson is held per day (there should be time for independent training on the educational material, so that the content “fits” into your head)
- Training for one training block should not last more than two weeks
3.4.6. Band size
The authors of the teaching methodology determined optimal size study group: no less than 9 and no more than 11 people. This is due to the implementation of the principle of “Learning through action”. In the classroom, after studying a portion of theoretical material, it is consolidated in practice. Then, after the lesson, supervisors independently practice reinforcing the training material at their workplaces, and at the next lesson they tell the group about their experience and receive feedback from colleagues and the trainer. If the group is less than 9 people, then, firstly, it is not rational from the point of view of using the coach’s potential and, secondly, there will be too little feedback from the group members. If there are more than 11 people in the group, there will not be enough time to listen to each participant and discuss their results.
4. Continuation of the story
It is very difficult to reconstruct events that took place seventy years ago. Especially in Japan. And to see the underlying causes of these events, their driving forces, is almost impossible. Especially from Russia, having access to only a few books and articles from the USA. The story of how  The TWI program ended up in 1949 in Japan, which was destroyed after the Second World War, which is incredibly interesting to me. But practically unknown. And there is information about what happened next.
The TWI program ended up in 1949 in Japan, which was destroyed after the Second World War, which is incredibly interesting to me. But practically unknown. And there is information about what happened next.
Here's what Jim Huntzinger has to say. On the initiative of the American occupation administration, Lowell Mellon, director of TWI Inc., and three of his colleagues arrived in Japan in 1949. Mellon was a TWI instructor during World War II. Their task is to transfer TWI technology to the defeated Japanese. Over the course of 6 months, they train 35 “senior trainers” and prepare the basis for the dissemination of the TWI Program. The Japanese embraced TWI enthusiastically, and after the departure of a group of Americans, several government agencies continued to promote TWI within the Japanese industry.
And the principle of plurality, or multiplier effect, worked in full force in Japan! By 1995, nearly 100,000 TWI certified instructors had been trained, and the total number of managers, instructors, and employees trained was nearly 10 million. Here I will ask the reader to look ahead and read Section 6. The Hidden Power of TWI.
Those millions of young, promising managers who passed through TWI in the fifties of the last century became in the sixties and seventies the middle and top management of the Japanese industry, full participants in the “Japanese economic miracle”. And they contributed to the creation of new approaches to production management - such as Kaizen, Lean, TPS.
“Edwards Deming, Joseph Juran and other American experts rightly deserve a place in history for their significant contributions to the industrial development of Japan. However, training under the TWI Program introduced by the occupation authorities after World War II may have made an even greater contribution. This program has truly had a profound influence on the way Japanese managers think and practice: many management practices that are considered “Japanese” have their roots in TWI.” So wrote Alan Robinson and Dean Schroeder in their famous 1993 article “Training, Continuous Improvement, and Human Relations: The American TWI Program and the Japanese Management Style.”
 Masaaki Imai, in his book Gemba Kaizen, echoes this assessment and continues: “In many Japanese companies, successful completion of the TWI course has become mandatory for promotion to middle management. The TWI program has taught generations of Japanese managers three concepts: the importance of human relationships and people's involvement; the methodology and value of continuous improvement of processes and products; benefit from a scientific and rational approach to managing people and operations based on the plan-do-see method.
Masaaki Imai, in his book Gemba Kaizen, echoes this assessment and continues: “In many Japanese companies, successful completion of the TWI course has become mandatory for promotion to middle management. The TWI program has taught generations of Japanese managers three concepts: the importance of human relationships and people's involvement; the methodology and value of continuous improvement of processes and products; benefit from a scientific and rational approach to managing people and operations based on the plan-do-see method.
In general, TWI is fine in Japan. Here in Russia - no way. TWI for domestic management is a big “blank spot”. What about the rest of the world? If we talk about the USA and Europe, TWI is not dead and, it seems, interest in it has only been growing in the last 10-15 years. This is evidenced by a large number of recently published books and Internet resources. This is evidenced by the regularly held annual TWI summits. For example, a joint summit of HR and TWI specialists is scheduled to take place in May 2016.
5. Connections
It is generally accepted that the TWI Program became the basis for the branches of management that grew in Japan after World War II and spread throughout the world. We are talking about the following concepts:
- TQM, Total Quality Management - Total management based on quality,
- Kaizen – Continuous Improvement, continuous improvement methodology
- TPS, Toyota Production System – Toyota Production System
- LeanLean
The root role of TWI is already visible from the titles of books and articles on this topic:
- "TWI is the basis of Lean"
- “The roots of Lean. TWI: the origins of Japanese management and Kaizen"
- “TWI – the missing element of Lean?”
- "Learning Lessons from TWI: Standardized Work, Continuous Improvement and Teamwork"
The objectives of this article do not include a detailed analysis of the connections between each block of the TWI Program and management concepts that are relevant today, in particular, with Lean and Kaizen approaches and tools. However, in the depths of the Internet, I came across an interesting presentation by John Shook, where he analyzes in detail the impact of TWI on Toyota. It is known that Toyota is one of the first Japanese companies that immediately, from the beginning of the 50s, introduced TWI for a long time and in full. In Fig. Figure 3 shows one of the key slides of the presentation. It is curious that among the 13 factors that influenced the formation of Toyota, Shook put TWI in first place!

Rice. 3. Some Key Factors That Influenced Toyota
What exactly did Toyota management take from TWI? According to the author of the presentation, these are:
If we try to identify the main influences of TWI on modern management concepts, then we can probably draw such connections. The Work Training block was the predecessor to the Standardized Work tool in Lean. In addition, an independent direction has appeared: “On the Job Training”, OJT: “On-the-Job Training” with its own, more developed, methodology, with its own literature. The Kaizen methodology for continuous improvement grew from the “Working Methods” block. And the “Working Relations” block (together with the “Work Training” block) advanced management in a “humanistic” direction. In 1981, T. Asozu’s book “Human Production According to Konosuke Matsushita” was published in Japan. The content of the book is based on the seven “keys” of human production:

6. Hidden PowerTWI
Any activity has direct and indirect results. “They cut down the forest and the chips fly.” The felled tree is a direct result. Chips are an indirect, by-product. There are even less observable effects - strengthening the heart, lungs, and lumberjack muscles. The goal is usually direct results, but by-products may be more important, especially in the medium to long term.
It appears that in the case of the TWI phenomenon, the indirect effects of supervisor training are much more important than the direct ones. Direct results are, in fact, three developed skills:
- Ability to train ordinary employees to work using a special algorithm
- Ability to improve work processes using a special algorithm
- The ability to prevent and resolve industrial and interpersonal conflicts using special rules and algorithms.
Skills are supported by personal pocket cards with rules and algorithms, which are always “at hand” for the manager.
What could be indirect learning outcomes? Let's take a closer look at what is happening in the supervisor's head, in his “picture of the world” while studying in the TWI Program. Let us recall the two main methodological principles of the Program: learning through activity and learning at the enterprise. As a result of specially organized active activity in his work environment, in contacts with his employees, with subsequent analysis in the group of the actions of his own and his colleagues, the supervisor encounters unexpected things:
- He begins to understand how complex other people working next to him are.
- He sees how difficult it is to get another person to perform simple actions, from his, the supervisor’s, point of view.
- It turns out that he physically cannot know all the subtleties of the work performed by all his subordinates
- He notices what unexpected reasons for him there may be in the behavior of another person
- It suddenly becomes clear to him how easy it is to be misunderstood and how easy it is to understand a subordinate “in the wrong way.”
- He finds himself in a situation that is unthinkable for him, when he turns out to be exactly wrong, when his point of view on some production situation is one-sided and erroneous.
- He discovers how many subtleties, details, and tricks there can be even in an elementary operation
- He realizes that it is necessary to improve processes with those who carry them out, but working on improvements is possible if people respect you, but for this you must respect them
- He is faced with the fact that attention and respect for an employee is not the phrase “I respect you,” but difficult everyday work, consisting of very specific elements
- It turns out that the implementation of any improvement depends on many people, so you need to be able to listen and hear them, and be able to negotiate
This list could go on. If you try to highlight the main thing from all the “insights” of the average supervisor, then it will probably turn out something like this:
- All people are different, and everyone has their own truth, their own “picture of the world,” their own knowledge and skills.
- I might be wrong. Easily.
- Managing is more about listening than talking.
These are indirect results of a supervisor completing the TWI Program. And they are fundamentally important. If after training a manager comes to approximately the same conclusions, he has changed as a person! Now, in any work or life situation, he will behave in accordance with this new understanding of people, himself and the essence of leadership. He will no longer make many management mistakes. The groups usually recruit fairly young and promising foremen and foremen. And these acquired basic things will remain with them for the rest of their career. And when they become mid- and senior-level managers, the inoculation of TWI's management culture will stay with them.
The main learning outcome of the Program TWI – change in the personality, “picture of the world” of the supervisor, reaching a higher level of culture of thinking and culture of communication. It is no coincidence that when monitoring training results, TWI specialists recorded not only improved performance indicators, but also improved communication, improved teamwork, increased cohesion, and corporate spirit. If you take a closer look at the content of any of the three TWI methods, you will find that they are all based on respect for people. For example, the slogan of the first training block is “If the employee has not learned, then the instructor has not taught.” What is read in this statement? “If you work poorly, this does not mean that you are bad, that you are to blame. We, your leaders, did not finish this.”
A shift in the thinking of a novice leader from the authoritarian paradigm (“I’m in charge - I know better”) to the paradigm of cooperation (people are different, I’m not better than others, and only equals, partnerships give breakthrough results) is not obvious, but perhaps the main result of the TWI project, the secret of its success and long life.
Here are a few excerpts from the final questionnaires of the participants in my training in the “Job Training” block:
- I realized how important it is to hear, understand and accept a person, and not just yourself
- The training was not intrusive and at first did not promise the stunning effect that my worldview received
- I understood a lot for myself - feedback, training, mutual understanding and much more.
- Training is very useful from the point of view of understanding myself (am I thinking and reasoning correctly?)
- The vision of people in general has changed
- It's horrible. I realized that I taught people wrong for four years
- The training has completely changed the worldview in terms of learning. I completely reconsidered my approaches to work, as well as to children and family.
Here are the learning outcomes (besides mastering the educational material itself) that supervisors note after the “Work Methods” block:
- Understanding the importance of group work on improvements
- Understanding the importance of communication between departments and exchange of experience
- Understanding that there is always room for improvement
- Understanding the “internal supplier – internal consumer” relationship between related departments
Patrick Graupp, a well-known TWI specialist, writes in the article “The Human Element of TWI”: “Lean in the United States is justifiably criticized for its total emphasis on processes and methods, when the main thing is overlooked: the importance of people - what Toyota calls respect for people. Creating an organization that truly respects its people before implementing production system tools is a lesson that most organizations miss. Without the passion and support of the people actually doing the work, we cannot be sure that the necessary changes are happening and being sustained... People are not machines and TWI teaches leaders how to engage the hearts and minds of people on every job - no matter how complex or simple and small."
The concept of humanism in industry was one of the most popular ideas adopted by the Japanese from TWI. The idea that good management included respect for subordinates was revolutionary for Japanese management at that time. “TWI was able to teach the Japanese that good human relations is a good business practice that can destroy the authoritarian management traditions that were widespread in Japan before and during the war.”
7. Conclusion
- The TWI program was initially developed for the needs of material production. However, it is almost completely applicable to service sector enterprises. It is enough to change a few training examples.
- Training under the TWI Program has its own value. After training, the management of the enterprise receives a community of lower-level managers who begin to work with staff more skillfully. But such training is even more important if management is planning organizational development projects. TWI helps top management create directly at the production site, at the level of ordinary employees, a critical mass of “agents of change” who are ready and able to accept the proposed changes, implement them and maintain the achieved results.
- Thanks:
- I learned about TWI from Sergei Smirnov.
- Vyacheslav Boltrukevich suggested that I create a course on TWI for MBA-PS programs High school business of Moscow State University.
- Yuri Rubanik, Vyacheslav Boltrukevich and Georgy Leibovich supported and fueled my interest in TWI and provided me with access to materials on this topic.
- Mikhail Kalinin easily and selflessly gave me original teaching materials.
Thank you, colleagues!
8. Sources
- Imai M. Gemba Kaizen: the path to reducing costs and improving quality. M., 2005.
- Krymov A. “Business sergeants”: The problem of line managers.
- A. Dinero, Training Within Industry – The Foundation of Lean, New York: Productivity Press, 2005.
- Implementing TWI: Creating and Managing a Skills-Based Culture. 2010. by Patrick Graupp, Robert J. Wrona
- Learn By Doing: The Story of Training Within Industry by Walter Dietz and Betty W. Bevens. 1970

Evgeniy Ksenchuk
Novosibirsk, May 2016
[email protected]
The course is intended for: heads of production, departments, sections, foremen, foremen, will also be interesting and useful to heads of personnel training and development departments responsible for vocational training and personnel reserve.
One of big problems Russian enterprises today are insufficiently prepared for the work of ordinary employees. In the country as a whole, and especially in the regions, the program for training qualified workers for enterprises in the industrial sector has long ceased to exist, and the continuity of the formation of professional skills “vocational education - enterprise” has been disrupted. At manufacturing enterprises there is a large shortage of qualified personnel, low labor productivity, accident rates, defects, often low quality products and missed orders.
The TWI training method in production is an effective tool for solving production problems through mass training of workers and creating a flow of qualified personnel. As practice shows, programsTWIToday they are successfully used in enterprises of any size in any industry: aerospace, retail, food, mechanical engineering, construction, radio electronics and energy.
Purpose of the course:
- introduce participants to the technology and structure of the TWI (Training Within Industry) methodology - on-the-job training, as well as the successful practice of its application in Russia
Show ways to solve production problems through the introduction of TWI and training of working personnel
Build corporate standard training skills for line managers in production
PROGRAM
1 day:
A new trend in the development of production systems.
What is the TWI system?
On-the-job training is the standard approach. On-the-job training – TWI approach.
What is the basis of proper learning? Definition of main stages and key points. Competency matrices and training plans.
The principles of developing professional skills laid down in the TWI - On-the-Job Training program.
Features and specifics of the training programTWI.
The main components of the system for quick and high-quality training of personnel according to the methodologyTWI.
How to simplify the process of developing professional skills and reduce staff training time? Four step method.
GoalsTWI-on-the-job training:
- training managers to improve production using a practical (managerial) rather than technical approach
- training managers in continuous improvement techniques
What questions need to be answered using the 5W1H method in order to correctly divide work processes into separate operations and steps .
How, knowing what the work process consists of, identify what knowledge each employee lacks and draw up a training plan.
Holistic approach to train craftsmen and production mentors using the TWI method.
What is the essence of the training systemTWI-methods?
"Principle multiplicativity» TWI-training. How to develop a standard method, then train people who will teach other people, who in turn will train more and more groups of people to use this method.
Day 2:
Method structureTWIin production.
Module "Work instruction".
What algorithm should be used for worker instruction so that workers learn the material as best as possible?
- Conducting trainings for subordinate foremen, mentors and supervisors
- Assessment of the level of functional security of production
- Skill in conducting 4 step instructions
- Adult Learning Skill
- Skill in analyzing the quality of training
- Breaking down labor operations into stages
- Development of production notes
Module "Working Methods".
Train craftsmen and mechanics in production in the following skills:
- Development of action steps for a specific type of work in production
- Breaking down the work into stages
- Filling out the proposal form for a new way of working
- Developing a proposal for a new way of working for management
Module "Working Relationships".
Train craftsmen and mechanics in production in the following skills:
- Skills in using leadership tools to fulfill one's responsibilities through relationships with others
- Skills for developing principles of good relationships
- Identifying the causes of problems in relations with personnel at the site, in the shift (team)
- Skills for identifying employee opinions
- Skills in identifying a manager’s problem when working with subordinates
- Skills in applying standard procedures for the practical work of a manager
Module "Program Development".
Train foremen and production managers in the following skills:
- Skill in developing training programs to solve production problems
- Skills in using the 4-step method to solve problems through learning
- Skills in applying the tools used in the 4-step method for problem solving through learning
Day 3:
Program participants will receive answers to the following questions:
How to create a flow of qualified personnel? Reducing the training and adaptation time for young workers and workers mastering related professions.
How to improve the efficiency and effectiveness of the existing mentoring system?
Training of mentors. Areas of responsibility of mentors.
How to improve productivity and product quality through the TWI (Training Within Industry) program.
Who supports the system and howTWI-training? The role of the HR Director and the Production Director.
How throughTWI- training to solve the problems of the “demographic hole”, due to the high percentage of workers near retirement and retirement age- minimize the risks of losing key production competencies?
How to solve the issue of transferring knowledge and experience from the older generation to the younger and retaining it in the company?
How throughTWI- training to get rid of the staff shortage in blue-collar professions? Training of “universal” workers. Solving the problem of personnel shortage in production.
How to easily and painlessly implement new training standards at an enterprise? Practical recommendations.
How to reduce accident rates through TWI training, injuries and equipment downtime due to the fault of personnel?
HowTWI- Does training help improve the working climate in the workforce?
The structure of the program is 70% practice and 30% structured theoretical material. Training is conducted in an interactive format using the following tools:
- Mini-lecture. Information blocks for systematizing existing and acquiring new knowledge in the field of training and development of production personnel
- Brainstorm
- Group discussion to develop a common position on significant issues of the activities of managers in the field of solving production problems
- Solving production cases from the practice of program participants. Analysis of practical situations from the participants’ experience in managing areas, teams and workers
- Business game. Simulation models aimed at creating a field for effective interaction between the manager and employees when performing production tasks
- Visualization results of the group's work
- Individual and group exercises, on practical consolidation of acquired knowledge
TEACHERS
E expert in the field of mentoring, leadership and personal effectiveness development, consultant, business coach, candidate of pedagogical sciences, coach. Specializes in the development of personnel of manufacturing enterprises: from foreman and foreman to the head of a workshop, site and director of subsidiaries and affiliates since 2001
- More than 20 years of management experience, incl. General Director machine-building plant, HR director of large manufacturing enterprises
- More than 7 years of experience in coaching and consulting activities
THE TERMS OF PARTICIPATION
With the participation of two or more employees from one company, discounts on payment are provided: 2 people - 7%, 3 people - 10%, 4 people or more - 12%.
For participants it is provided: teaching material, lunches, coffee breaks.
Excursion program around St. Petersburg as an optional part.
Document upon completion of training: Based on the results of the training, students who successfully pass the final certification of the training program receive a Certificate of advanced training in the amount of 72 hours (License for the right to conduct educational activities dated September 28, 2015 No. 036595, issued by the Moscow Department of Education)
For non-resident clients Assistance is provided in booking a hotel for the period of training.
Training Within Industry (TWI)
TWI (Training Within Industry) - a methodology that was developed in the United States in the middle of the last century, became one of the starting points for the creation of modern methods of Japanese management.
The table below compares the evolution of the four phases of the industrial training approach throughout their history.
What was TWI and why was it formed?
TWI was one of the first emergency services organized after the fall of France in June 1940. As the war escalated, Allied forces (including those who had entered the war before the United States) required significant military support. Because of this, production volumes have increased significantly in all areas of the industry. The US government realized the full situation and began to take steps to help meet the need for military products. Many companies received huge orders for existing and new products, which was not always within their capabilities. It was also obvious that if the US became involved in the war, the situation would become even more critical. TWI began its work to support the growth of production and ensure that enterprises meet the serious requirements that have been placed on the industry. The main focus was on defense contractors and other essential military suppliers, the number of which continued to grow.
TWI has established a national network of industrial manufacturing professionals to train defense manufacturers in the most efficient manufacturing techniques. This network consisted of volunteers. Some were part-time, some were full-time. The real work must be done by the production itself and within the production. It was this provision that was extremely important for the creation of a legitimate organization that the producers would accept. For the same reason, TWI was never forcibly introduced into the enterprise and worked only at the invitation of the enterprise management.
TWI results
The effectiveness of the TWI service during the war was astonishing. The Industrial Training Report 1940-1945 provides much detail on the results of the programs. Below is a table of results collected by TWI over 7 different periods of its activity.

The number of enterprises where people underwent five-day training, two hours each session for each program, was quite large. Although the number of people who attended classes does not necessarily directly indicate the results, it does give us an idea of the extent of the spread of TWI. The service achieved these results in a fairly short five-year existence. Considering that all programs had to be developed first and that the service began as consultants during its first year, the number of workers trained is impressive.
Working methods
The objective of the work methods training was to provide managers with technology that would lead to demonstrable improvements on the job by taking a practical approach rather than a technical one. By applying this philosophy, we have a universal procedure that can be successful in all types of military production plants.
TWI's penetration into the Japanese industry
TWI's penetration into the Japanese industry began at the end of World War II. During the Allied occupation of Japan after the end of the war, General Douglas MacArthur was in power. His occupation authorities quickly realized that due to the impending complete destruction of the Japanese industrial base, the likelihood of civil unrest was high. Instead of punishment, as was expected in the West, it was decided to rebuild Japanese industry. The main task perestroika was the elimination of militarism that existed before and during the war and the introduction of democratic orientations in industry. Some members of the MacArthur occupation knew about TWI and its success in the US. They felt that TWI programs were exactly what was needed to rebuild the industry and introduce democratic principles to Japan at the national level. In Alan Robinson's book Corporate Creativity, he reveals a 1949 memo that described the situation in Japan at the time:
The occupation authorities provided TWI programs to Japan. TWI Inc. was appointed responsible for the work. from Cleveland, Ohio. The company was run by Lowell Mellon, who was a TWI instructor in the United States during the war. His job was to teach courses in Japan and apply the multiplicative principle. Mellon and three instructors spent 6 months training 35 senior instructors and creating the basis for spreading the multiplicative principle for greater impact. When Mellon left, several government agencies continued to distribute TWI to the Japanese industry. By 1995, nearly 100,000 TWI instructors had received their training credentials. The official figure does not reflect the real situation because many trainers received documents and returned to their companies to organize internal training in TWI programs. For example, Toyota introduced TTWI, which stands for “Toyota Workplace Training”. Takahiro Fujimoto provides a detailed analysis of how the Toyota Production System came to be at Toyota. He notes the influence of TWI on Toyota's management system:
Leader Development
TWI also introduced ways of working with executives into Japanese industry. Although supervisors have always played and continue to play a critical role in production, the growing role of the team and team leaders has forced TWI to focus on the interaction between supervisor and operator. For those familiar with the critical role of team leaders in the Toyota system, the connection to TWI training is quite obvious. The team leader plays the role of coach, leader, advisor, surrogate, advocate, and implementer of improvement. These functions relate to the three work programs and what they taught managers.
- Work instruction training provided managers with an understanding of the importance of proper workforce training and how such training should be provided.
- Methods training showed how to create and implement ideas for continuous improvement.
- Work relations training taught leadership and people skills.
Methodology for creating workflow diagrams for training
Start by slowly and carefully analyzing each part of the job, writing down in detail everything the worker must do, as well as what information he must have at each stage. Do this using the following 9 steps:
- Select the sequence of work.
- Describe the sequence of motions for repetitive parts of operations.
- add health and safety clauses.
- add quality requirements.
- add marriage prevention entries.
- add entries for performance evaluation indicators.
- add supporting information.
- add information on expected performance.
- add teaching and learning comments.
You won't always analyze all of these steps. It depends on the nature of the job and what the expectations are from the training. But these steps show the order (sequence) in which a complete job analysis should be performed and described from the trainee's point of view.
We will now describe each of these steps in more detail.
Nine steps in describing job analysis.
Step 1. Sequence of work. List all the actions that need to be completed in the order in which you will perform them on the job. Describe each action in a clear sequence, as specific and clear as possible. In your first attempt, you may only mention a few basic operations without mentioning the details. Later, you will find that you can break each operation down into smaller parts. For example, an experienced worker, when assigned as an instructor, attempted to describe an analysis of the job he was to teach. After two hours of work, he was able to describe the work on half a page. When he was told that such a schematic description of job analysis would not be very helpful in teaching, he went back to work. He soon expanded these notes with more detailed analysis to a full page. By this time he began to look at the work as a trainee would. Working sporadically on the records over several days, he was able to make a more detailed analysis of the operations and their parts, which already amounted to several pages. If this information is available, as it often is in production, use it. If you think you know everything "from experience", then you may miss some small details about the work that cannot be missed if they are clearly described or drawn diagrammatically. Therefore, consider all information available at the production site, including drawings, specifications, etc. Well, if there is nothing like this, then develop everything yourself, based on the work being performed, as described above.
Don't feel obligated to write diligently at typescript quality, especially in the beginning. The form is not as important as the fact that you are doing a job analysis is important. Your notes in their original form, just as you made them in pencil, are much better than no written analysis of the work at all. Start using them in this form as soon as you start learning, keeping them on hand and adding details from time to time. Here are two note-taking schemes that different instructors have found useful: Take a number of blank 4 x 6 inch cards and write each part of the work on a separate piece of paper. This method allows you to have free space on each piece of paper for more detailed notes at later stages of the analysis. You can also use additional leaves for this. Arrange the complete set of cards in the sequence of work done or in any other order that is most convenient for you. It is very convenient to swap cards when preparing a training plan. If you want to see several cards at the same time, simply lay them out on the table. This card chart, by the way, is the chart that writers use to organize their work material.
Another design is this: Get a large piece of hard paper, 24 x 36 inches (60.96 x 91.44 cm) or larger, that can accommodate your entire job analysis in graphical form. Divide the sheet into several vertical columns and write down the sequence of work from the first to the ninth step in a separate column.
Step 2. Sequence of movements.- The next step in developing an instructor job analysis is to break down the most repetitive parts of the job into precise sequences of movements. This step applies not only to very simple jobs consisting of a single repetitive operation, but also to any repetitive parts of a more complex job that has a long production cycle.
And while creating a complete motion analysis is a technical process that requires specialized training, you can make a practical motion sequence analysis of most simple operations simply by carefully observing, over and over again, the detailed movements made by a skilled operator during an operation. On the left side of the sheet, write down the movements the operator makes with his left arm, left shoulder, and left leg, if he also uses a leg, in the exact order in which he performs them. On the right side of the sheet, exactly opposite these movements, write down the corresponding exact movements that the operator makes with his right hand, right shoulder or leg at the same time as the corresponding movements of the left hand, shoulder or leg. To illustrate this with an example, consider a motion sequence analysis for a repetitive job: a simple manual milling operation in which the parts are conveniently placed at the operator's fingertips and the milling is accomplished by feeding a vertical arm. Simultaneous movements are written opposite each other.
This good point for consideration the best way performing the work you are analyzing. Your study of repetitive movements may show you that the work you are doing is a waste of time or energy. You may be able to see a better sequence of movements than what you have so far used yourself, or than what you have observed from another experienced practitioner. During the second step, it is very good to experiment with repetitive parts of the job to try to improve the worker's movements. Trainers can often save on both a worker's time and effort by improving the worker's movements without changing the typical work pattern.
Step 3: Safety and Health Precautions.—So far you have only considered the order or sequence in which each piece of work should be performed. Now look at the entire job again, while thinking about the safety and health precautions you would like to teach a new worker on the job. At the same time, if possible, explain the reasons for these precautions.
Step 4. Quality requirements.—At the appropriate places in the job analysis, write down the maximum deviations for each part of the job and, if possible, write down why you are specifying such requirements. If this information is the operator's responsibility, then add information about the progress and speeds of the machines. Add notes about the quality of materials and equipment, where and how defects may occur, and what to do with defective material. Also include notes on appearance and how to finish the job efficiently.
Step 5. Prevention of losses (defects).—add warnings about common errors in work that lead to loss of material, time or additional costs. Add information on how to use and maintain each piece of equipment. Also include warnings regarding the misuse of materials and equipment, with particular attention to test and measurement equipment.
Step 6. Decision factors.-go through the whole job again and note those difficult areas in which the worker will have to make decisions for himself, in which he cannot be clearly told what to do except in terms of what is happening, areas in which he must be taught to see it or this, and do specific things if such and such happens to a material, equipment or product. For example, think about the decisions you have to make when driving a car on an icy or slippery road. These decision points should be compiled based on the experience of the instructor (trainer), through careful consideration of each element of the work. For example, decisions must often be made such as: (a) identifying a defect, (b) what exactly needs to be done to the part to bring it to the requirements, (c) identifying what will happen to the part under certain circumstances.
Step 7. Additional information.- make a list of equipment, tools, sensors, etc. and indicate where each should be stored when not in use. If the order of equipment has not yet been established, determine your arrangement before training someone to do the job. Also add information about how the part made in this area is assembled into the finished product as a whole - how it is used, what functions it performs, why specific materials and design are required, as well as any other facts that will make this work more interesting and meaningful to you. trainee.
Step 8: Release Requirements.— Add information on the required lead time or number of products for each individual work area and for the job as a whole.
Step 9. Educational materials and manuals.— Add a list of sources where you can find useful information for learning how to work, such as: catalogs, diagrams, drawings, standards, models, graphs, photographs and other educational (training) aids.
When the supervisor or instructor has completed these steps and has organized his notes, he has an analysis of the work from the trainee's point of view. Obviously, a thorough analysis cannot be done the first time. If the materials are left aside for several days and then taken for analysis again, new details may appear. At the same time, the instructor can study the work to find elements that he missed before. He must continue to be very attentive even after there is no longer a trainee behind him - when the instructor consciously tries to think from the trainee's point of view - that is when he is most likely to discover details in the work that he missed before. If the instructor is able to elicit questions from the student, this will help especially in terms of demonstrating technical features that he uses that the student does not understand.
90% of managers admit: today it is easier to buy new equipment or get a loan than to find or train qualified workers.
Due to a shortage of qualified employees, order deadlines are missed, there is a high level of defects, low productivity, breakdowns and accidents.
The continuity of the formation of professional skills at the stage “Vocational education - Enterprise” has been disrupted.
Many enterprises are introducing lean manufacturing and production systems, but having reached a certain level, managers begin to understand that it is not only a matter of new equipment, the number of innovation proposals, or a modern SAP system.
Few people focus on important element of any production system - a person on whose knowledge and skills depend:
- Enterprise competitiveness- at the management level;
- Productivity and quality- at the workplace level.

According to experts, the professional preparedness of employees at most Russian enterprises is a “weak link.” Those who are familiar with the theory of constraints know where the main efforts should be directed in order to obtain an effect for the entire system.
The situation is aggravated by the fact that the functionality of training work skills at enterprises is not supported by anyone:
- Personnel Training Service does not “stoop” to the worker’s skill level. Productivity and quality - production indicators;
- Production does not have methods of analysis and development of working skills;
- PS Development Directorate does not consider this to be his task, limiting himself to the development of Lean Manufacturing.
 The status of the Personnel Service at enterprises, as a rule, is significantly lower than the status of the Head of Production, Chief Engineer, Chief Technologist, Director of Substation and the budget for personnel training is corresponding.
The status of the Personnel Service at enterprises, as a rule, is significantly lower than the status of the Head of Production, Chief Engineer, Chief Technologist, Director of Substation and the budget for personnel training is corresponding.
A little psychology or why only modernization?
Observations of decision-making at many enterprises, when multimillion-dollar investments in modernization were not supported either by organizational measures (put where there is room), or even more so by proper training of employees, prompts reflection on the types of economic thinking in the context of methods for solving business problems and proposed implementable solutions. The type of thinking is an individual way of transforming information based on existing experience and knowledge.
| Thinking type | Methods for solving business problems | Suggested Solutions | Grade |
|---|---|---|---|
Engineering and production |
Technical and technological methods. |
We will replace equipment, change technology |
|
Financial and marketing |
Financial, marketing, legal methods |
We will reduce costs, enter new markets, buy shares of competitors |
|
Organizational |
Implementation of BP, PS, kaizen, scientific organization labor, TOS, 6 sigma, standards development. |
We will implement 5C, build a VSM, and introduce kanban. |
|
IT thinking. |
Automation of business decisions |
It didn’t work out with ERP, let’s try SCM. |
|
Communicative |
Developing people and communications between internal and external groups |
We will create a flow of qualified personnel. |
|
Systemic |
Ensuring the company's survival in the long term |
Development of methods for producing good goods for consumers |
What type of thinking and decision making are you?
What solutions does your PS need now for a breakthrough?
Are we ready to give up our competitive advantage?
Let's think about what happens at our enterprises if we do not pay enough attention to the learning process? Right!
- new employees will not learn how to do their jobs;
- low productivity;
- high percentage of defects;
- a large percentage of rework;
- a large number of accidents and high rates of injury at work;
- the work is not performed in accordance with standards, but is uneven and unstable;
- machinery and equipment often break down;
- it is not possible to achieve the set production goals;
- professional skills are not being improved.
Are we ready to give up our competitive advantage?
 The message here is clear: insufficient training has serious consequences for your business - lost volume and reduced product quality, increased costs and safety violations. This can also have a detrimental effect on interpersonal relationships and the atmosphere of trust in the team.
The message here is clear: insufficient training has serious consequences for your business - lost volume and reduced product quality, increased costs and safety violations. This can also have a detrimental effect on interpersonal relationships and the atmosphere of trust in the team.
Problems of the mentoring system
An in-depth analysis of the mentoring system confirmed the presence of deep systemic problems in this institution for the transfer of professional skills. The analysis process identified problems associated with the existing vocational training process:
- Lack of training structure on the production site.
- Each mentor is his own (there is no single methodology).
- The choice of a mentor is not formalized; any experienced worker can be appointed as a mentor.
- Long training period (up to 18 months).
- Retraining at different stages.
- Lack of specific current skill requirements.
- Lack of special workplace training.
- Lack of standardization of work - work is performed differently each time.
- The existing motivation system does not facilitate training in the shortest possible time.
- Inconsistency between the level of training of a mentor and modern requirements for the profession.
- Inconsistency between the level of training of the employee and the workplace.
- Inflexible system for hiring personnel (contradiction of practical certification skills).
- Ineffective adaptation system for young specialists.
- Lack of mentor training system.
- In practice, the training functionality is not supported by anyone.
Human. Instructions for use
When you have a new machine or other piece of equipment on your site, it comes with an owner's manual or technical manual, instructions on how to care for and maintain the equipment, and a troubleshooting guide, including which says what to do when this machine or mechanism breaks down. To teach how to work with this mechanism, special training can be organized, a qualified specialist is allocated for operation and maintenance, and you can certainly contact the service for advice technical support or call by phone hotline, or at least they will give you some kind of guarantee for your equipment.
Managers hire or receive new people all the time, but no manuals or instructions for use are attached to any of them - although, of course, “in use” any person is always incomparably more complex than any other person. complex technology. How can a manager ensure that all these new people are fit and productive? And what to do when people don't live up to expectations?
Questions to Consider
Consideration of the dynamics of development of production systems in Russia raises several questions for analysis:
To the head of production, technical director:
Why did we buy multimillion-dollar equipment - so that an undertrained employee would ruin it or cause a defect?
To heads of PS departments: Why don't we consider people as the main element of the production system in terms of professional skills and efficiency of the entire system?
Why don’t we consider worker training as a value stream and build a VSM to create a flow of qualified personnel throughout the entire stream, including the technical school?
Why don't we look at employee training from a one-piece flow perspective? What is better for us: to train 30 undertrained people who will produce defects and not cope with tasks, introducing additional variability, or to train five who are capable of productive and high-quality work?
Personnel service: Why doesn’t our service analyze the professional skills of the worker at each workplace, his productivity, quality, and, based on the analysis of production problems, develop sound training programs?
Why don’t we rebuild the system of adaptation of young workers, having a turnover rate of 80% among them and not having time during the internship to develop the skills to enter the main grid and ensure a decent level of salary?
Why is the process of training a worker left to its own devices, not standardized and left to mentors who teach as best they can?
What to do?
More than 70 years ago, the most successful training methodology was developed in the United States, which had a huge impact on global industry - the system Training Within Industry (TWI). During World War II, it was necessary to increase the volume of defense production due to a shortage of skilled labor, for which TWI programs were developed:
The principles of developing professional skills through “learning by doing”, laid down in the “TWI - Training in Industry” program, are not only the methodological basis of the “Japanese economic miracle”, but also the standards of industrial training for leading industrial corporations.
Currently, the trends in the development of PS have passed the stages of modernization, development and implementation of principles and methods for the development of BP and PS, next in line creating a flow of qualified personnel.
TWI work programs include:

What was TWI and why was it formed?
What was the Production Management (TWI) service? What does it have to do with modern production technologies? The answer is everything. For those who have heard of Lean Manufacturing, Japanese management techniques and Kaizen, TWI can be a launching pad for understanding modern manufacturing philosophy, which has become the most promising method in the industry today. TWI began and grew to support the U.S. military industry during World War II. It was founded in August 1940 by the National Defense Advisory Commission and eventually came under the control of the Federal Security Agency when it became part of the new War Manpower Commission on April 18, 1942. It remained part of the Commission until the very end of the Commission's existence, which ceased its work in September 1945.
TWI was one of the first emergency services organized after the fall of France in June 1940. As the war escalated, Allied forces (even those who had entered the war before the United States) required significant military supplies. Because of this, production levels have increased significantly in all areas of the industry. The US government realized the full situation and began to take steps to help meet the need for military products. Many companies received huge orders for existing and new products, which was not always within their capabilities. It was also obvious that if the US became involved in the war, the situation would become even more critical. The TWI service began its work to increase production and meet all the serious requirements that were placed before the industry. The main focus was on defense contractors and other essential military suppliers, the number of which continued to grow.
TWI has established a national network of industrial manufacturing professionals to train defense manufacturers in valuable manufacturing technologies.
These programs have been introduced into the industry by a huge number of instructors who have been networked throughout the country by TWI. They emphasized the interaction between managers and workers and provided invaluable industrial support to the US war effort.
When TWI's work ended on September 30, 1945, the following certificates were issued:
Work instructions……………………………. 1 005 170
Working methods……………………………244 773
Working relations…………………………….490 022
Labor relations in the trade union…………………8 856
Program development…………………………….1,829
____________________
Total number…………………………1,750,650
These people were trained at 16,511 enterprises and trade unions of the military industry in every region and of any size 4 .
The effectiveness of the TWI service during the war was astonishing. The Industrial Training Report 1940-1945 provides much detail on the results of the programs.

TWI value for TOYOTA and Japan
After Japan was defeated, the occupying forces realized that in order for Japan to rise from the devastation that was the aftermath of the war and to prevent chaos in the defeated country, it needed support to rebuild its industrial infrastructure. The programs developed by TWI were just what the country needed to enable the Japanese leadership to achieve their goal.
The TWI coach and his group signed a contract, came to Japan and began the training process. To begin the learning process, they used a multiplier effect, meaning they trained trainers who became a nucleus ready to train even more trainers.
Several Japanese agencies picked up the training and expanded it nationally. TWI training over the next decade in all areas of Japanese industry gave rise to principles that have become an integral part of what we call Japanese Management.

W. Edwards Deming, Joseph Juran and other American experts rightfully earn a place in the history books for their significant contributions to Japan's industrial development. However, the American Training in Industry (TWI) program launched in Japan by the occupation authorities after World War II had a much greater impact. At least ten million Japanese managers, executives and workers are graduates of TWI programs
Imai M. "Gembakaizen. The path to reducing costs and increasing quality Alpina Publisher. 2014

Rice. 1. John Shook
“I discovered them (TWI materials) by accident when I adapted some of Toyota's training materials for NUMMI New United Motor Manufacturing. When I encountered some difficulties with the concepts of certain training programs, my Japanese colleague brought over a yellowed, tattered, coffee-stained copy of the textbook in English, exactly the same one they had received 30 years earlier. The only thing is that there were no coffee stains on the textbook at that time. To my surprise, the program that Toyota planned to launch was similar to what the Americans taught the Japanese decades ago."
 I am deeply grateful to those who created the TWI program and, first of all, the method of industrial instruction. I used similar techniques before I started working at Toyota, and through on-the-job training, I solidified my gains. I thank Toyota for giving me the opportunity to learn their methods and learn how to teach others. Toyota believes that every leader is first and foremost a teacher, and I like this approach.
I am deeply grateful to those who created the TWI program and, first of all, the method of industrial instruction. I used similar techniques before I started working at Toyota, and through on-the-job training, I solidified my gains. I thank Toyota for giving me the opportunity to learn their methods and learn how to teach others. Toyota believes that every leader is first and foremost a teacher, and I like this approach.
Jeffrey Liker, David Mayer Talented employees. Educating and training people in the spirit of the Toyota Way. Alpina Business Books LLC, 2008
List of supervisor responsibilities, with the direct connection of each specific result to TWI programs indicated in italics in parentheses:
- Prepare work standards (TWI - “Work Instruction”);
- Conduct training to ensure that operators perform their work in accordance with established standards (TWI - “Work Instruction”);
- Improve the existing order by improving standards (TWI - “Working Methods”);
- Identify deviations from normal conditions/standards and take immediate action to eliminate them (TWI - “Work Methods”);
- Create a positive work environment (TWI - Industrial Relations).
This list of job responsibilities practically quotes Toyota's practical manual for team leaders, which is not surprising: the responsibilities of supervisors at both Nissan and Toyota were developed almost simultaneously in the 1950s - that is, at the time when all Japanese companies were implementing the system TWI. Over the next decade, the TWI methodology spread to many other countries around the world, and kaizen became the core mechanism for continuous improvement throughout Japanese industry. Toyota, which used TWI to train its workers in the world's first lean manufacturing system, went further by making TWI ideas part of the "Toyota Way." Former Toyota managing director Masao Nemoto wrote: “This decade (1950-1960) coincided with a time when Toyota was intensively training its personnel in various aspects of what is now commonly known as the 'Toyota Production System'. As a TWI trainer, I worked day and night to instill the values of the Toyota Production System in all the employees who worked in my company. It was a period of ‘getting better and better’, where improvements were made one after another.”
Development of TWI at TOYOTA

TWI Program Philosophy
Careful elaboration of the Principles underlying the TWI philosophy contributed to the resounding success and effectiveness of the program, which has become the training standard for the world's leading companies.
- First requirement: Knowledge of the job. Provides knowledge of special scientific and technical information necessary to perform work in the field of activity of its enterprise and constant updating of knowledge.
- Second requirement: Knowledge of job responsibilities. The leader must understand the goals and objectives of the company, their compliance with the framework of the organization, and also have a clear understanding of both his responsibilities and his powers. All these installations must be fully consistent with the requirements set forth in corporate policies, agreements and contracts, regulations, safety requirements and work plans.
- Third requirement: improvement skills. A leader must constantly review the performance of his unit. This involves, in particular, constantly seeking ways to combine, reorganize and simplify the tasks performed to ensure more efficient use of the manpower, machines, materials and methods at his disposal.
- Fourth requirement: leadership qualities. A leader's most important resource is his people. Leaders must be able to work together with people in a team to achieve the goals of the department. Daily application of this skill will help in maintaining favorable interpersonal relationships in the team.
- Fifth requirement: Employee training. One of the main responsibilities of a leader is to train those under his leadership.
Learning through Action. In each TWI training program, participants must demonstrate the application of TWI methods to perform real work or the challenges they face in the workplace. Thus, each participant gains practical experience by independently applying the method in practice to solve real work problems.
4 step method. Due to the same four-step structure, all TWI programs have common characteristics, which makes them easier for supervisors to master. Each method is presented in an accessible form, it is easy to understand and begin to apply in practice, always having it “with you” in the literal sense of the word: for each course a compact set of cards has been developed that easily fits in your pocket.
Five 2-hour classes. The TWI method also determines the format of the training, as a result of which each course has the same structure: five 2-hour sessions (10 hours in total), with a maximum number of students in each session of up to 10 people. This “10-hour program” format was introduced because the TWI developers found that it was practically impossible to remove a supervisor from the production floor for more than two hours a day. In addition, it was found that two hours is the maximum duration of one lesson in which students can maintain the necessary concentration. The number of participants is limited to ten due to time constraints for individual presentations.
Standardized methodology for conducting training and preparing trainers. TWI developers have compiled detailed training manuals detailing the standard methodology for conducting each TWI training program. These manuals list all the skills that the trainer needs to practice, as well as everything that he needs to say and do during the 10-hour training. Using a standardized method ensures required quality training even when training is conducted by people who are not professional trainers, and provides a “relay” effect: those who have mastered the methodological material can teach others on the basis of these training aids, so that in the future they can train their colleagues in the same way.
TWI required strict adherence to training programs as intended. Trainers were required to strictly follow the manuals or they would lose their teaching privileges. The manuals were designed to be readable from a distance of one and a half meters, so that trainers could easily read the information from the manual directly in class. Each manual had sections giving detailed information, different fonts and symbols were used to indicate exactly what the coach should do, what to emphasize, and even what to write on the board.
The job training manual always included the instruction: WORK BY THIS PLAN, DON'T RELY ON YOUR MEMORY - on every page, as a reminder to strictly follow the format of the manual. In each of the three work program manuals there was an appeal to military production trainers from Dooley, which always had the same content:
To ensure the same high standard, you must ALWAYS work to this plan. Never leave him. Don't rely on your memory, no matter how many times you've worked the plan. It is not difficult, if you always follow the instructions, you will never fail.
All these methods, along with the principle of plurality, have allowed TWI to present a standardized curriculum to a huge number of businesses, with the help of many trainers with different backgrounds and abilities. This technique was their method of maintaining quality control of their services.
The principle of plurality. Develop a standard method, then train people who will teach other people, who will in turn train groups of people to use the method. The application of the principle of plurality has enabled TWI to issue training certificates to more than 1.7 million leaders and trainers throughout the United States in its short five-year existence.
Support from senior managers. A mandatory requirement of the TWI program is support for managers in the manufacturing plants where the training takes place.
If the student has not learned, it means that the instructor did not teach. TWI's four-step job coaching method is a proven and reliable tool for providing people with job training. Main principle TWI work instruction programs are formulated as follows: “If the employee has not learned, it means that the instructor did not teach him.” In other words, the trainer is responsible for ensuring that workers do their jobs well.
5 requirements for a Leader. The implementation of these principles allowed us to avoid many questions that are relevant for many enterprises today: Should a manager teach? Should I pay extra for improvements? This is simply the responsibility of any leader.
Structure of training programs




NEW TREND IN THE DEVELOPMENT OF PRODUCTION SYSTEMS. CREATING A FLOW OF QUALIFIED PERSONNEL. TWI “ON-WORK TRAINING” (PART 2)
Development of TWI at TOYOTA


In 1924, Russian scientist Alexey Kapitonovich Gastev said a wonderful phrase:
“If we do not create a system of rational, fast, mass education, know: we are facing a production disaster, we are facing a cultural failure.”
I would really not like his words to turn out to be prophetic.
Below I will give the stories of three companies, three market leaders in their segments.
What to do? You decide.
Story 1. Learning “from the problem.” management company "TMS group"
It is known that personnel, along with equipment, technologies, and materials, are one of the most important factors in the efficiency of a production system.
As an analysis carried out in 2010 showed, failures in production activities up to 60% of companies were associated with staff inefficiency. A large number of violations in the field of industrial safety, defects, defects, as well as violations of production technology were associated, first of all, with problems in personnel training. As a result, managing the company’s activities was reduced to “putting out fires,” which took a lot of time, but there was no time for effective training.
The following problem also remained acute: often workers, having undergone training at the Personnel Training Center and received a document confirming training in their profession, directly at the workplace demonstrate a lack of knowledge of the specifics of production at their specific site. Therefore, learning the details of their operating activities occurred exclusively by observing the work of their closest neighbors. However, in general use there are many different ways to perform the same operation: within a dozen or more ways of producing each single act of any type of labor. Because of this, there is significant diversity in the tools used for each type of work.
Among all these different methods and instruments used for each separate element of any branch of production, there is always one method and one kind that is better and faster than all the rest. Therefore, both in providing the best tools and equipment and in organizing training, it was necessary to find the most effective method.
To teach a person a completely new task means to give him the best knowledge, develop optimal skills and develop the skills necessary to perform a specific task. Practice has shown: if you train an employee poorly, then he will learn “wrongly.” It becomes almost impossible to “retrain” such an employee. In addition, retraining is very expensive for the company, and causes psychological discomfort for the person himself.
The practice of “fighting fires” and retraining on the job gave unstable and low results, and the company’s management was tasked with studying the experience of the Toyota company and applying the experience of the best global practices in the company’s divisions.
Previously, before the introduction of TWI, the company provided on-the-job training through mentoring, onboarding and internships. However, such training was unsystematic and did not give the desired results. The new system was implemented in the company with interest, but with great difficulty. There was some resistance from a number of employees, especially older ones. To increase staff involvement, as well as explain the benefits of the new system, some work was carried out with them. In particular, the advantages of its implementation were shown using specific examples, notes were posted in the corporate newspaper “Navigator”, as well as on the corporate portal. The topic of TWI and the results of its implementation was regularly discussed at staff meetings and morning planning meetings. Gradually the resistance weakened.
The main implementation challenge was the need to develop workflow diagrams. Mentors and their supervisors - masters - did not physically have enough time, and sometimes even literacy, to properly prepare and formalize them. The solution was to release them from the work process by 50%, i.e. They devoted half of their daily working time directly to training and creation of the SWP.
Currently, the company has developed more than 2,400 workflow schemes, which are detailed descriptions sequence of the most optimal order for performing functional operations today. An annual assessment of the level of productivity and quality of work, the number of emergency situations in departments is carried out, and the reasons associated with the incompetence of personnel are identified (see below for the assessment methodology). Then training schedules are drawn up by agreement with management, goal-setting is formed to achieve a certain level of human skills, the development of a PSA, and the creation of training videos.
Planning of training occurs according to the principle “from the problem”:
- Products do not meet technical requirements;
- Control standards are not met;
- Large volume of manufacturing defects;
- Excessive wear and tear on tools and equipment;
- Frequent delays and interruptions of the technological process;
- Breakdown of tools and equipment.
For example, in one of the workshops of TMS-TruboprovodServis LLC on the production line for applying polyethylene coating at the beginning of August 2014, equipment downtime was recorded for 3.5 hours and a defect occurred. During a detailed analysis of the reasons, the Central Dispatch Service (CDS) found that downtime and defects by site employees were caused by incompetence. Measures were quickly taken to change the staff training schedule. Employees were trained, passed a knowledge test and were re-committed to work. In subsequent periods, defects and equipment downtime due to personnel incompetence were not identified.
 Next example. During the audit of the implementation of technological discipline, it was discovered that repairmen Akhmetov I.M. were allowed onto the NPP line. and Mukhametkhanov Sh.M., who did not undergo training. In addition, I.M. Akhmetov, as it turned out, committed violations before. The boys were immediately sent for training.
Next example. During the audit of the implementation of technological discipline, it was discovered that repairmen Akhmetov I.M. were allowed onto the NPP line. and Mukhametkhanov Sh.M., who did not undergo training. In addition, I.M. Akhmetov, as it turned out, committed violations before. The boys were immediately sent for training.

Thanks to the updating of the plan for mastering skills in the analyzed area of society, since the beginning of the year, the specified goal setting has been exceeded.
The diagram below shows changes (%%) in the performance of the polyethylene coating application site (in terms of labor productivity, order completion times, Customer complaints, equipment downtime, defects, accident rates) compared to the same period in 2013.

Results of using TWI in the management company of TMS Group LLC:
Personnel training under the TWI program allows you to effectively solve current production problems. Currently, TMS Group Management Company LLC is integrating this training system into the structure of the enterprise in functional areas.
Thanks to TWI, opportunities have been created and implemented for:
- optimizing the duration of worker training, incl. beginners,
- the process of continuous improvement of the mentoring procedure in production through the creation and maintenance of a general environment of a self-learning organization and a system of continuous improvement,
- full-scale implementation of Lean manufacturing technology through a simple, accessible method of training workers in production,
- production more services and products per unit of time,
- more efficient use of labor, equipment, materials.
In conclusion, I will outline the results of the experience of using the standardized TWI training methodology in the management company TMS Group LLC:
- each workshop of the management company has a training instructor;
- Instructors created workflow diagrams for the main operations - more than 2,400;
- More than 845 people have been trained using the TWI method since 2012, and about 6,600 people have acquired skills;
- a library of PSA was created on paper and on the corporate portal;
- About 20 training videos were filmed, which are an additional tool for organizing industrial training;
- advanced training of personnel and improvement of quality is achieved through the acquisition of skills in performing functional operations;
- the presence in the workshops of specialized units trained according to the TWI production instruction method;
- a reduction in equipment emergency exits by 44% was achieved;
- equipment downtime was reduced by 12% and a reduction in oil losses was achieved;
- the economic effect from the implementation of TWI projects is more than 14.9 million rubles.
Thus, thanks to the application of the best global practices in the field of on-the-job training, as well as the TWI system, TMS Group Management LLC has achieved an increase in the company’s performance over the past 3 years, which has reflected in the strengthening of the company’s brand in the oilfield services market of the Russian Federation.
Story 2. TWI training system: experience of implementation in TBM
TBM draws successful practices in the field of training from the experience of leading companies. For example, the Toyota company is an invaluable source of ideas for TBM in the field of not only lean manufacturing, continuous improvement, corporate culture, but also in the field of personnel selection, training and development. Toyota has built a whole stream of qualified personnel. Standardized training systems play a major role in the employee training process. One such system is TrainingWithinIndustry (TWI), which translates to “Training Within Industry”. 
The founders of the system understood the importance of proper training in production, because improperly trained workers contribute to unnecessary production costs of time, materials, and tools, therefore, it is cheaper to train workers correctly from the very beginning.
The TWI system fully covers the organization of an employee’s work in several directions - his accelerated training to correctly perform the necessary operations, his adaptation to a new team, the positive influence of his immediate supervisor on his work, and the involvement of the employee in the continuous improvement of the operations he performs.
The TWI method includes 4 blocks:
- work instruction;
- working methods;
- work relationship;
- development of training programs.
We were able to get acquainted with this training system in more detail at Sergei Smirnov’s seminar on TWI, which was held as part of the IV International Conference “Lean Manufacturing in the Window Business”, organized by TBM in April 2014, as well as while studying the book by D. Liker and D .Mayer “Talented employees. Educating and training people in the spirit of the Toyota Way.”
After discussion, it was decided to test this training methodology in TBM, starting with the introduction of work instruction.
Job training is a technique for quickly teaching employees how to perform an operation correctly, consciously and without putting themselves in danger.
For the trial implementation of this technique in TBM, the installation process of Intemika window fittings was chosen. Employees of the window and door fittings department Elena Zotova and Dmitry Shorin first developed a workflow diagram. But since this process has many variations depending on the shape and material of the window, the complete set of fittings, it was decided to choose a kit that takes up the majority of sales volume: a kit of Intemika fittings for a rectangular tilt-and-turn window with a middle handle, size 500x1300, profile 12/ 20-13, sash weight< 100 кг, обычное количество цапф.
The entire installation process was divided into 7 blocks, each of which takes 30-40 seconds of real time. Then, for each of the 7 blocks, a lesson program was developed that corresponded to the TWI methodology:
- the basic operations are described in the correct sequence;
- key aspects are highlighted (how exactly to perform the operation, what to pay attention to);
- the reasons for highlighting each key aspect are explained (why it is important, what will happen if done wrong).

Employees of the ODF department conducted a trial briefing on this scheme for the product manager of the Moscow division at the Training Center.
Upon completion of training he received positive feedback from a student - he said with confidence that he now knows how to install Intemika fittings. In addition, during the course of training, employees of the ODF department themselves noticed and corrected shortcomings in the developed installation standard, which, in fact, corresponds to one of the principles of TWI - continuous improvement of already standardized processes.
Despite the really good learning outcome, we also faced some difficulties.
Firstly, the technique is time-consuming. Each session took about 50-60 minutes. Those. The complete installation training, consisting of seven lessons, took approximately 6-6.5 hours of pure time, not including rest breaks. In this case, only one employee is trained.
Secondly, in our case we were faced with limitations in the availability of materials for installation. Ideally, to repeat operations 4 times, first by the mentor and then by the student, 8 windows are needed, which, of course, is too expensive to train one employee. Therefore, some actions, such as drilling holes and screwing fasteners, were simply indicated at the beginning and carried out once at the very end.
Taking into account the obtained learning result as a whole, we can assume that a limited number of attempts to perform certain operations is still sufficient for good mastery of the skill.
The conclusion obtained as a result of the training was the following: the methodology is really effective for training employees in standard skills, but it requires careful preparation and thinking through the material base and the right attitude of the mentor and student, that the work will not be easy, but will really give a good result.
At the moment, a decision has already been made to broadcast the work instruction methodology to all divisions of the Company, while simultaneously expanding the list of processes that can be taught using this methodology.
Story 3. We increase the efficiency of the continuous line and reduce the number of errors in SAP Operations using TWI training in production. Company "*****"
In order to improve business efficiency, the production line was completely modernized. To ensure high staff involvement in the production of quality products, Kaizen managers (6 Sigma Black Belt) regularly conducted training, analyzed the results and developed measures to eliminate the causes of defects, emergency stops, and non-production losses, but the desired level of line efficiency was not achieved. The production line was controlled by SAP with mandatory information entry at each workstation. There were a large number of errors when working with the program.
The company's management hypothesized that insufficient knowledge of key points and skills by line operators is the cause of unscheduled line failures. The development of Training Standards and subsequent training of 100% of line operators can lead to a reduction in accident rates and an increase in line efficiency.
At the enterprise, the following functional managers were trained in the methods of JI work instruction and JRT working relationships: Director of Production, Technical Director, SAP Manager, Kaizen Manager, Head of the Personnel Training Department, Head of the Adjusters Service.
Then the managers acted as trainers and each of them trained 10 people from their departments: Shift Masters, Adjusters, etc. That is, work instruction skills were built into the functional structure. Subsequent training of line operators in problem areas showed consistent results in increasing efficiency, reducing accidents and defects.
Particularly difficult was developing the skills to work correctly in SAP. Considering different level The management was not satisfied with the initial computer readiness of the employees and the quality of information input. Using on-the-job training methodology, the trainers broke down a work operation into 14 main steps and tested a new training method; As a result, the time required to obtain qualifications in performing this work was reduced by 4 times, and the number of errors was reduced to zero.













