Lathe with 1. Why do you need a lathe
The lathe, which will be discussed in this article, is equipped with a numerical control system that allows, at a high level of efficiency, to carry out in several passes or in one processing of internal (with a cross section of not more than 100 centimeters) and external (with a cross section of not more than 50 centimeters) parts of bodies of revolution . The profile of the processed workpieces can be curvilinear or stepped.
The machine is used most often in small and medium-scale production.
16K20T1 was created on the basis of the universal specialists of the Moscow enterprise "Red Proletarian". In terms of working movements, components and layout, these two units are completely identical. The design of these machines is also unified. The CNC equipment we are interested in is manufactured in three versions:
- With a manual tool holder adapted for the installation of interchangeable blocks and a headstock operating at two speeds.
- With automatic type tool holder and automatic multi-speed box (9 different speeds).
- With automatic type tool holder and automatic stepless gearbox.
The input of the processing program on all machine versions is carried out from a memory cassette (external) or from the keyboard, while the information is visualized on the digital indication lamps. The basic device for the numerical control of the machine is "Electronics NTs-31". At one time, the unit was manufactured under the orders of specific industrial enterprises, so now you can find installations with various specialized variations of CNC settings.
Many structural elements and characteristics of 16K20T1 are similar to those indicated by the official description (passport). At the same time, the program control system of the turning equipment we are considering has a contour two-coordinate control, which distinguishes it from the mentioned 16K20F3. This system is closed, it provides linear-circular interpolation.

This means that the working units of the machine along the Z- and X-coordinates are performed by means of special feed drives (they are tracking). Moreover, the feedback of the drives is provided by sensors of the photopulse principle of operation. According to the State Standard 8-71, the unit was assigned an increased level of accuracy ("P").
2 Components 16K20T1
Before describing the technical characteristics of the machine, we will provide a list of its components and elements. These include:
- carriage;
- base;
- movable and fixed fence;
- bed;
- drive of movement in the longitudinal direction;
- spindle head;
- control cabinet;
- rotary tool holder;
- threading indicator drive;
- tailstock;
- a motor mechanism equipped with a poly-V-ribbed belt drive;
- electrical equipment;
- a ball screw pair that provides movement of the machine tool in the longitudinal direction;
- lubrication system;
- drive (electromechanical) of the quill, which is located on the tailstock;
- mechanized chuck with its own electromechanical type drive;
- screen device for adjusting working devices;
- manual control mechanism;
- feed drive cabinet.

The list of components of the machine also includes a control panel, a gearbox (automatic), a centralized lubrication complex, a gearbox and a cross feed drive, a fixed rest. There are branched communication wiring in the design, laid along the carriage and throughout the unit.
The control panel 16K20T1 has the following elements: "spindle push" (button); "introductory machine" (handle); "voltage" (signaling lamp, indicating the presence of voltage); "lubrication of guides" (special button for starting the lubricating mechanism); "gearbox lubrication" (signaling lamp); "blocking the introductory machine" (mechanical switch).
- handles: selection of spindle speed and range of its rotation, clamping on the bed of the tailstock;
- cartridge pedal;
- switches "Stop" and "Start" for feeding the spindle, cooling, blocking the control panel;
- double pedal for moving the quill;
- control Panel;
- manual movement of the carriage (special axis).

The OSU-system of the unit is controlled by a control panel equipped with an indication that is clear to the operator. And the movements of the caliper are carried out from a manual generator.
Characteristics of machine feeds - thread pitches: maximum - 40.959 mm, minimum - 0.01 mm; caliper movement: transverse - 250 mm, longitudinal - 900 mm (feed rate is 1 and 2 m/min, respectively); the number of working devices in the head of the turret - 6. The unit provides a fast stroke with a speed of 6 mm/min. The speed of conventional transverse strokes is from 0.005 to 1.4 mm / min, longitudinal - from 0.01 to 2.8 mm / min.
The 1K62 lathe was produced by the Krasny Proletarian plant in Moscow for 15 years. Being a popular model, it was known throughout the USSR as equipment that allows you to mass-produce a variety of products with standard sizes.
What is a lathe for?
On the 1K62 turning unit, it is possible to process blanks with complex and curved surfaces and using such metal-cutting tools as:
- incisors;
- drill;
- sweep;
- taps;
- dies and countersinks of all types and sizes.
The range of possibilities of the 1K62 screw-cutting lathe is quite wide. On it it is possible to process products, both small diameter with small weight, and large details. When fixing the blank in the cartridge, its weight can reach 0.3 tons. When fixing the product in the centers, its mass can reach 1.3 tons.
In addition to traditional turning tasks, the 1K62 machine allows you to turn any of the five types of threads:
- Archimedean;
- modular;
- pitch;
- metric;
- inch.
The unit is equipped with a rigid spindle mounted on special bearings, which makes it possible to process hardened steel blanks. Modification 1K62 refers to machines of the frontal series. In other words, this machine is capable of processing parts with large diameters but short lengths. The device provides end adjustment of the tailstock, which makes it possible to sharpen shallow cones.

Advantages of the model
The list of the main advantages, thanks to which the value of the 1K62 screw-cutting lathe is justified both among masters and amateurs:
- Possibility to adjust the feed and rotation speed parameters in a fairly wide range.
- The transmission chains of the 1K62 lathe, some of its components and components of its device are characterized by high strength and rigidity.
- The device of the unit, equipped with a powerful engine, is assembled in such a way as to effectively withstand vibration effects.
- The standard set of the machine includes two steady rests to eliminate the deformation of long parts during processing and spare gears that transmit the driving moment from the headstock to the gearbox.
- The machine makes it possible to perform high-precision processing of products even under shock loads (their impact is perfectly compensated by special bearings).
- A special electric drive with a power of 1 kW ensures the movement of the machine caliper. The output shaft of this electric drive, which is responsible for the rapid movement of the caliper, turns at speeds up to 1410 rpm.
- The tailstock of the unit is able to move in the transverse direction, which makes it possible to use the 1K62 machine for processing shallow cone-shaped workpieces.
- In the electrical circuit of the machine there are fusible links and thermal automata to protect it from short circuit and overheating during operation.
- The spindle of the 1K62 screw-cutting lathe is equipped with high-strength bearings.
- In cases where a drill is installed in the tailstock to make holes in parts, it can be attached to the bottom of the caliper in a rigid way thanks to a special lock, while it can be moved by a mechanical drive.
- The machine has a high vibration resistance.
- Developed more than sixty years ago, the 1K62 lathe is capable of being used with equal efficiency for both power and high-speed turning tasks, which is not inherent in every modern unit.
Overview of the lathe 1k62
Features of the machine device
For the purpose of a general understanding of the device of the machine, you should familiarize yourself with its main components:
- The headstock is the main functional body, which includes a cast-iron body, a spindle assembly and a gear box. It is designed to fix and ensure the rotation of the workpiece. The key element of the headstock is the spindle, which has the shape of a steel hollow shaft. The front of the spindle has a standard thread.
- Guitar - designed to adjust the feed or pitch of the machine thread by installing the appropriate spare gears. In modern models of machine tools is actually not used.
- A feed box is a unit assembly that transmits torque from the spindle to the lead screw and shaft. It is responsible for changing the number of revolutions per minute during the rotation of the running shaft, which achieves the longitudinal and transverse movement of the caliper at a set speed.
- The bed is a base made of cast iron, where the main mechanisms of the machine are located. The top of the bed includes two flat and two prism guide strips for tailstock and caliper movement. The bed is mounted on two pedestals.
- The apron is designed to transform the rotation of the running shaft into the rectilinear movement of the caliper.
- A caliper is one of the main elements of a 1K62 screw-cutting lathe, which provides longitudinal, transverse and inclined, with respect to the axis of the unit, the movement of the tool holder with a cutter. The cutter can move both manually and automatically in the longitudinal and transverse directions in relation to the frame. The caliper includes a carriage, an apron, cross slide mechanisms, upper slide mechanisms, cutter holder mechanisms.
- The tailstock is designed to fix the end of long workpieces during processing and to install and feed cutting tools such as drills, countersinks, reamers.
- The cabinet with electrical equipment provides starting the electric drive, starting and stopping the machine, controls the operation of gearboxes and feeds, controls the operation of the apron mechanism, etc. using the appropriate controls (handles, buttons, flywheels).

Part of the machine-guitar
Lubrication system of the main elements
The lubrication system of the 1K62 screw-cutting lathe provides for automatic lubrication of the working elements of the unit. The oil tank is the starting component in the system. It is located in the headstock housing, more precisely, in its lower part. The piping in the system ensures that the oil reaches the machine component in need of lubrication.
The lubricating fluid is driven by a plunger pump, which pushes it into a pipe system suitable for various parts of the unit. This pump is located on the bottom cover of the apron. It works thanks to the cam mechanism, which, in turn, moves due to the shaft.
Moving through the system, the grease enters through the filter to the front spindle bearing and onto the tray. The weight of the fluid does not allow the oil to remain on the nodes in large volumes. Thus, the lubricant arbitrarily flows down and gets on the gears and other components of the mechanism. The rear spindle bearing is lubricated in two ways.
The second, auxiliary, is the wick method of lubrication. You can determine the presence of oil in the system by looking into the small window on the left side of the headstock top cover, where a jet of lubricating fluid will be clearly visible. The cross rail of the bed along which the caliper moves is manually lubricated as needed. For this purpose, a faucet is provided, which is placed above it.
The passport contains basic information about the 1K62 machine, its technical characteristics are described starting from the basic parameters:
- the value of the maximum permissible diameter of processing: above the support - 22 cm; above the bed - 40 cm;
- the allowable length of the blank is 150 cm;
- maximum weight of the workpiece: in the chuck - does not exceed 0.5 tons, in the centers - does not exceed 1.5 tons;
- the total mass is 2.14 tons;
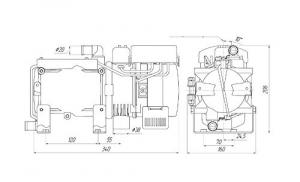
- dimensions - 2810 * 1170 * 1330 mm.

The spindle of the machine has such characteristics as:
- hole diameter - 4.7 cm;
- rod diameter - does not exceed 4.5 cm;
- number of rotation speeds - 25 pcs;
- maximum permissible speed indicators - from 12.5 to 2000 rpm;
- frequency on reverse - not higher than 2420 rpm;
- brand of spindle cone - M6.
Caliper feed parameters:
- carriage travel: 133, 93 and 64 cm;
- the size of the transverse stroke of the caliper - up to 25 cm;
- number of steps of longitudinal feeds - 49 pcs;
- feed rate with heavy traffic: longitudinal - 3.4, transverse - 1.7 m / min;
- the number of standard sizes of turned threads of the metric type - 44 pcs;
- the maximum permissible thread turning step is from 0.1 to 19.2 cm.
Video: Turning 1K62
Information about the manufacturer of the C-1 lathe
Manufacturer of watch lathe model C-1 - Penza watch factory "Zarya". The machine was produced in the 50s of the last century.
Machine C 1 is based on the Schaublin 70 machine of the Swiss company Schaublin, founded in 1915.
In the vastness of the country you can find C-1 machines manufactured Dubna Foundry and Mechanical Plant "October"- Dubno, Rivne region, Ukraine.
C-1 lathe table clock. Purpose, scope
The C-1 machine is a desktop precision lathe and is intended for all kinds of fine finishing work in instrument making, in the manufacture of tools, for the watch industry. The machine is equipped with a milling and grinding device.
To perform mass operations in the main workshops of watchmaking, it is advisable to use a C-1A model lathe. Machine C-1a has lever caliper, lever collet on the headstock and tailstock, and has no milling and grinding fixtures.
The machine allows you to perform the following types of turning operations:
- Turning and boring of cylindrical and conical surfaces
- End trimming
- Cut off
- Drilling and a number of other works
- Simple milling and finishing work
- grinding
S-1 lathe delivery set
- bed
- The headstock having a manual screw collet clamp. Spindle bearings
- Tailstock, screw
- Screw support with tool holder
- Lunette
- Main counterdrive
- Counterdrive for fixtures
- Milling fixture
- Sanding attachment
- Collet set of 15 pcs, for headstock
- front center
- Faceplate
- rear center
- Set of 4 collets for milling fixture
- Spare parts for the machine
- keys
The choice of front bearing play is made by a nut placed on the spindle and locked with screws. The choice of backlash of the rear bearing is made by a nut placed on the rear end of the bearing.
If the rear bearing has worn out and cannot be adjusted with a nut, then the gasket in it should be adjusted.
The choice of backlash in the calipers is made using wedges.




Photo of the Schaublin-70 watch lathe

Photo of the Schaublin-70 watch lathe

Photo of the Schaublin-70 watch lathe


Features of the design of the machine and additional devices for the machine s-1
The caliper of the machine moves by hand along the frame and is fixed in the required position with a handwheel-nut 1 installed under the caliper.
After installing and fixing the caliper in the desired position, the cutter is fixed on the incisal part of the caliper and can move in the transverse direction from handwheel 2, and in the longitudinal direction from handwheel 3. The value of the transverse and longitudinal movements of the caliper is regulated by a dial with an accuracy of 0.1 mm.
In addition, the incisal part of the caliper can be rotated up to 90°.
To use the lathe when drilling to a given depth, the quill of the tailstock of the machine has divisions. Each division of the quill is 1 mm.
In total, there are 70 divisions on the quills.
To perform drilling work, the workpiece is installed in the headstock chuck, while the drill is fixed either directly in the tailstock quill, or in the chuck inserted into the tailstock. The headstock is brought to the workpiece, secured from longitudinal movement by the handle 4, after which the feed is given to the drill by rotating the handwheel 5, while the depth to which the holes should be drilled is controlled by the divisions of the quill.
When processing a part in the centers, the rear center is set in place of the drill, and the quill is fixed with handle 6 to prevent longitudinal movement.
To fix the part in the collet chuck, use the handwheel 7 of the collet holder.
When processing long and thin parts, i.e. parts whose length is 10-12 times greater than the diameter, in order to avoid their deflection, a fixed (end) steady rest is installed, shown in Fig. 16.
Devices for milling and grinding are attached to the machine in question, which gives it some versatility, especially necessary when using the machine in experimental shops and laboratories.

Grinding and milling device for machine C-1
Devices for milling and grinding are mounted on the support of the machine.
In FIG. 17 shows a grinding device, and FIG. 18 - device for milling. Handle 1 is used to move the milling sled in the vertical direction, handle 2 - to clamp the cutter travel limiter, and handle 3 - to secure the cutter support from vertical movement (handle for clamping the wedge).

The kinematics of the transmission of motion from the drive pulley of the counterdrive to the cutter spindle is shown in Fig. 19.
In FIG. 19 on the right side shows a two-stage pulley driven by a round belt from the counter drive of the device. Through the shaft, the movement is transmitted to a pair of helical gears z1 and z2. From the wheel z2, the movement is transmitted to the spindle, in which the cutter is attached with the help of a collet.
For a more complete use of the milling fixture, the machine has another device that makes it possible to divide the workpiece during milling into the required number of parts.
For this purpose, a number of concentric circles with overdrilled holes are located at the ends of the headstock drive pulley on the left and right sides. On the left side of the pulley there are three circles divided into 100, 60 and 48 equal parts, on the right side there is a circle divided into 12 equal parts.
In order to prevent the headstock spindle with the part mounted on it from turning during processing, a locking pin is inserted into one of the holes. Before turning, we process my part, the locking pin is removed from the hole, the part is rotated to the desired angle, and the pin is again inserted into the corresponding hole. The headstock of the machine has two pins - one for the holes located on the left, and the other for the holes located on the right end of the pulley.1
The kinematic diagram of the transmission of motion from the electric motor to the machine spindle, as well as to the spindle of the grinding and milling devices is shown in Fig. 20. The machine is driven by an electric motor with a power of 0.52 kW, making 1400 rpm.
A three-stage pulley is installed on the motor shaft. Two stages for a flat belt are designed to transmit movement to the main counter drive of the machine, and the third stage for a round belt is designed to transfer movement to the counter drive of the device.


C-1 lathe table clock. Video.
Main technical characteristics of the S-1 machine
| Parameter name | T-65 | C-1 | T-28 |
|---|---|---|---|
| Main parameters of the machine | |||
| The largest diameter of the workpiece over the bed, mm | 120 | 170 | 130 |
| The largest diameter of the workpiece over the support, mm | 30 | 50 | 14 |
| The height of the centers above the flat guides of the bed, mm | 65 | 102 | 65 |
| The greatest length of the workpiece in the centers (RMC), mm | 200 | 350 | 220 |
| The greatest length of turning without changing the caliper, mm | 70 | 95 | 55 |
| The greatest height of the holder of the cutter, mm | 7 x 7 | 10 x 15 | 8 x 8 |
| Height from the support surface of the cutter to the center line, mm | 6 | 13.5 | 6 |
| The greatest distance from the center axis to the edge of the tool holder, mm | 50 | 30 | |
| Spindle | |||
| Spindle through hole diameter, mm | 10 | 20 | 10 |
| Spindle morse taper | № 1 | No | № 0 |
| Number of frequency steps for forward rotation of the spindle | 3 | 11 | 3 |
| Frequency of direct rotation of a spindle, rpm | 77, 66, 55 | 3100..1500 | 1440, 2500, 4300 |
| Caliper. Submissions | |||
| The greatest transverse movement of the caliper, mm | 70 | 98 | 55 |
| Movement of a support cross on one division of a limb, mm | 0,05 | 0,01 | 0,01 |
| The greatest movement of the incisive sled, mm | 70 | 95 | 55 |
| Moving the incisive sled by one division of the limb, mm | 0,05 | 0,01 | 0,01 |
| Angle of rotation of the incisive sled, degrees | ±90° | ±90° | ±60° |
| tailstock | |||
| tailstock cone | Morse number 1 | Morse number 1 | Morse number 0 |
| The greatest movement of the quill, mm | 45 | 80 | 45 |
| electrical equipment | |||
| Main drive electric motor, kW | 0.25 1400 rpm | 0.52 2700 rpm | 0.27 2800 rpm |
| Dimensions and weight of the machine | |||
| Machine dimensions (length width height), mm | 675 x 300 x 250 | 1000 x 660 x 1000 | 650 x 255 x 222 |
| Machine weight, kg | 19 | 70 | 25 |
Designed for finishing operations of turning, as well as for cutting metric, inch, modular and pitch threads. The workpiece is mounted in centers, chucks or collets.
was produced at the "Middle Volga Machine-Tool Plant", the city of Kuibyshev, in the early seventies of the last century. With the collapse of the USSR, the plant ceased to exist.
| Specifications | Meaning |
| Processing diameter above the bed, mm | 320 |
| Machining diameter over the caliper, mm | 160 |
| Distance between centers | 710 |
| Accuracy class according to GOST 8-82 | P |
| The largest diameter of the bar passing through the hole in the spindle, mm | 34 |
| The greatest movement of the caliper (carriage), longitudinal, mm | 700 |
| The greatest movement of the caliper (carriage), transverse, mm | 210 |
| Number of tools in the tool holder, pcs. | 4 |
| The number of steps of the operating speed of the spindle, pcs. | 17 |
| Number of steps of automatically switched spindle speeds, pcs. | 12 |
| Spindle speed limits, min-1 | 45 - 1800 |
| Limits of longitudinal working feeds, mm/min | 6 - 1200 |
| Limits of transverse working feeds, mm/min | 3 - 600 |
| Discreteness of reading along the longitudinal axis of coordinates, mm | 0,01 |
| Discreteness of reading along the transverse coordinate axis, mm | 0,005 |
| Speeds of accelerated longitudinal movements, mm/min | 4800 |
| Speeds of accelerated transverse movements, mm/min | 2400 |
| Pitch of cut threads, mm | 0,2 - 10 |
| Power of the electric motor of the main drive, kW | 3,8 / 6,3 |
| Machine length, mmOverall dimensions of the machine, mm | 3065 |
| Machine width, mm | 2395 |
| Machine height, mm | 1860 |
| Machine weight, kg | 2500 |
CNC lathe 16B16T1S1, 16B16F3 today
CNC lathe 16B16T1S1 and 16B16F3 are not released today. However, they were replaced by machines of a more modern design, equipped with modern high-quality components and reliable electrics. Thanks to the use of computer-aided design of beds, an increased accuracy class for a lathe produced at a modern machine tool plant is now more of a rule. At the same time, the prices for modern machines are quite comparable with the prices for machines of the old "Soviet" design.
Price
CNC lathe 16B16T1S1 and 16B16F3, due to the cessation of production, it is impossible to buy a new one. There are a lot of used screw-cutting lathes on the market, the condition and price of which depend on the intensity of their operation. Quite often you can find machines in good condition for a low price. There are many offers for machines 16B16T1S1 and 16B16F3 after a major overhaul - here the price depends both on the initial state of the machine and on the amount of work performed: there are both simply repainted "refreshed" specimens, and with a re-polished frame, new components and electrics. The latest screw-cutting lathes often come with a warranty. There are also new analogues of CNC lathes models 16B16T1S1 and 16B16F3. At the same time, we strongly recommend that you pay attention to much more modern European-made machines.
Modern analogues
Our catalog of lathes includes TRENS screw-cutting lathes made in Slovakia. With a modern design and the best German components, combined with a relatively low price for this level of machine tools, TRENS screw-cutting lathes are one of the best offers in terms of price / quality ratio.